
ブローチング工具インサート 型式「A」と「B」の違いは?
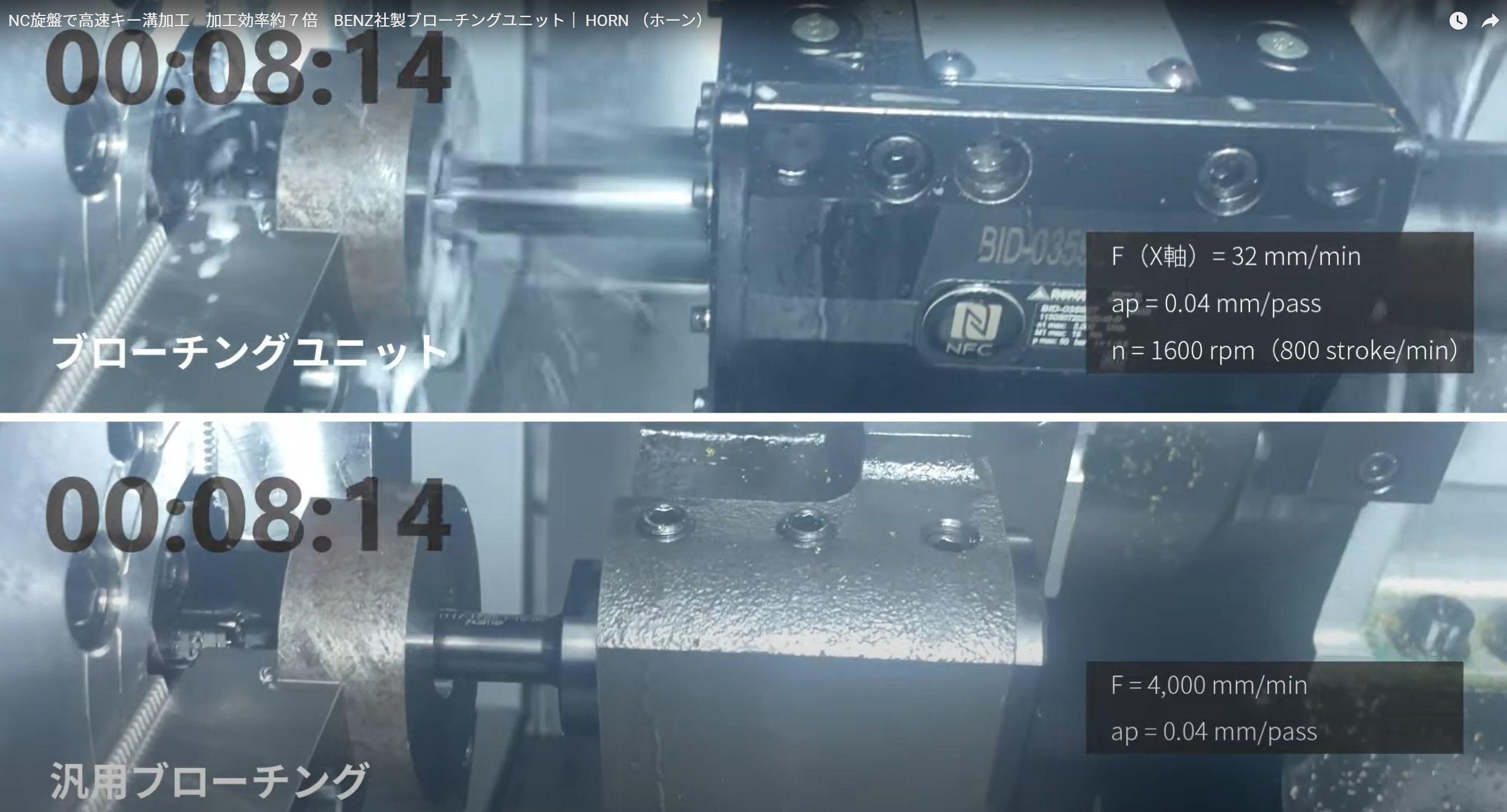
「A」がブローチングユニット用刃先で、「B」が汎用ブローチング用刃先です。下記動画の上がブローチングユニットを用いた加工で、下がターレットの移動を用いた汎用ブローチングによる加工です。
ブローチングユニットの取り扱いはありますか?
はい。ドイツBENZ社製ブローチングユニットを取り扱っております。
ブローチング工具の組み合わせについて
105で始まるインサートには105で始まるホルダーが使用可能です。(110シリーズも同様)
117シリーズはホルダーとインサートの【形状】欄のアルファベットが一致しているものが使用可能です。
ブローチングで幅がジャスト寸法が無い場合、パスを分けて加工出来るか?
お手持ちの旋盤にY軸機能があれば可能です。
但し片当たりによる工具の偏摩耗が起こる可能性があります。
ブローチング加工時、ヌスミ溝は必要か?
切粉の逃げ道を確保するために必須。
ヌスミ溝が不可の場合、ITOOL偏心ブローチングツールを使えばヌスミ溝が無くても加工ができます。
キー溝加工工具の選定方法を教えてください
キー幅、キー幅公差、キー高さ、加工深さをご確認ください。
キー幅は2~6mmまではチップバータイプ(N105/110)、3~20mmまではインサートタイプ(S117)となります。
公差はチップバー/インサートタイプのどちらにもC11/D10/H9/P9/JS9が標準でございます。
キー高さはチップバータイプには制限がございませんがインサートタイプには制限がございますのでご注意ください。
詳しくはカタログをご参照ください。
ブローチング加工のプログラムを教えてください。
基本的に四角のサイクルの繰り返しとなります。
径方向の加工位置に刃先を移動⇒軸方向へ加工⇒径方向へ刃先を逃がす⇒軸方向へ刃先を逃がす⇒最初に戻る
このサイクルを主軸をロックしたままキーの高さまで繰り返し加工していきます。
TNコーティング、THコーティング、TIコーティングの違いは?
TN:窒化チタン(TiN)、TH:窒化チタンアルミニウム(AlTiN)、TI:窒化炭化チタン(TiCN)
コーティングについて教えてください
TN:一般的な汎用性に優れたTiNコーティングです。
EG:鋼に対する長寿命コーティングです。
IG:ステンレスに対する長寿命コーティングです。
AS:鋼向け高条件加工用コーティングです。
TH:一般的な汎用性に優れたAlTiNコーティングです。
TI:難削材向けの薄膜コーティングです。
その他はお問い合わせください
カタログの依頼をしたいが、どれを依頼したらいいか分からない
旋盤用工具は『溝入れ/ブローチング』『スーパーミニ 小径溝入れ加工』『モジュラーホルダー』『ウルトラハード』
マシニング工具は『溝入れフライス加工用工具』
をご選定ください。
旋盤工具の選定は下記をご参照ください。
外径溝/突っ切りもしくはΦ20以上の内径溝工具は『溝入れ/ブローチング』
Φ0.2~20程度の内径溝、ボーリング工具は『スーパーミニ 小径溝入れ加工』
ダイヤ、CBN工具は『ウルトラハード』
フライス工具の切削条件を教えてください
計算が必要となります。
加工内容、工具の型式、ワーク材質、1pass当たりの取り代をご確認いただき、HORN問い合わせダイヤルへお電話ください。
ホルダーの型式の意味を教えてください。
RH224.2020.03⇒ RH(右勝手ホルダー)、224(シリーズ)、2020(20角シャンク)、03(取り付けインサートサイズ)
大まかにはこちらになりますが、例外もあるため問い合わせください。
溝入れ工具のホルダー選定方法について
カタログのホルダーページのHWSとインサートページのHISという欄の英数字が一致するものが使用可能です。
古いカタログですとHWS/HISの記載がない場合がございますので、その際はカタログページの右端真ん中より上部に適用ホルダー(インサート)と【サイズ】という欄の数字が一致しているものが使用可能です。
ねじ切りインサート、R229.0610.01とR229.0610.02の違いを教えてください。
末尾01はさらい刃なしのインサート、末尾02はさらい刃ありのインサートとなります。
コーナーRも若干異なりますので、ご注意ください。
また、別型式のねじ切りでも同一とは限りませんので、ご注意ください。
端面溝工具の選定方法を教えてください。
加工したいワークの大径と小径をご確認ください。
基本的には加工したいワークの大径がHORN工具のDmax以下かつ、Dmin以上であれば使用可能です。
ワークの小径がHORN工具のDmin以下であったとしても1パス目をDmax以下Dmin以上の箇所に加工をした後に小径側へ移っていただければ干渉なしで加工が可能です。
ドイツ在庫品を取り寄せた場合の納期は?
毎週金曜日にドイツから日本へ向けた定期便がございます。出荷日前日の木曜日までのご注文で翌週中旬には日本に入荷します。
ミニ、サーキュラーミルホルダーのロウ付け部が破損しました。修理は可能ですか?
申し訳ありません。国内修理は受け付けておりません。新品のホルダーをお買い求めください。