削レポ | アルミ加工 切りくず・底面性状比較

❚ アルミ 溝入れ加工比較テストを実施しました!
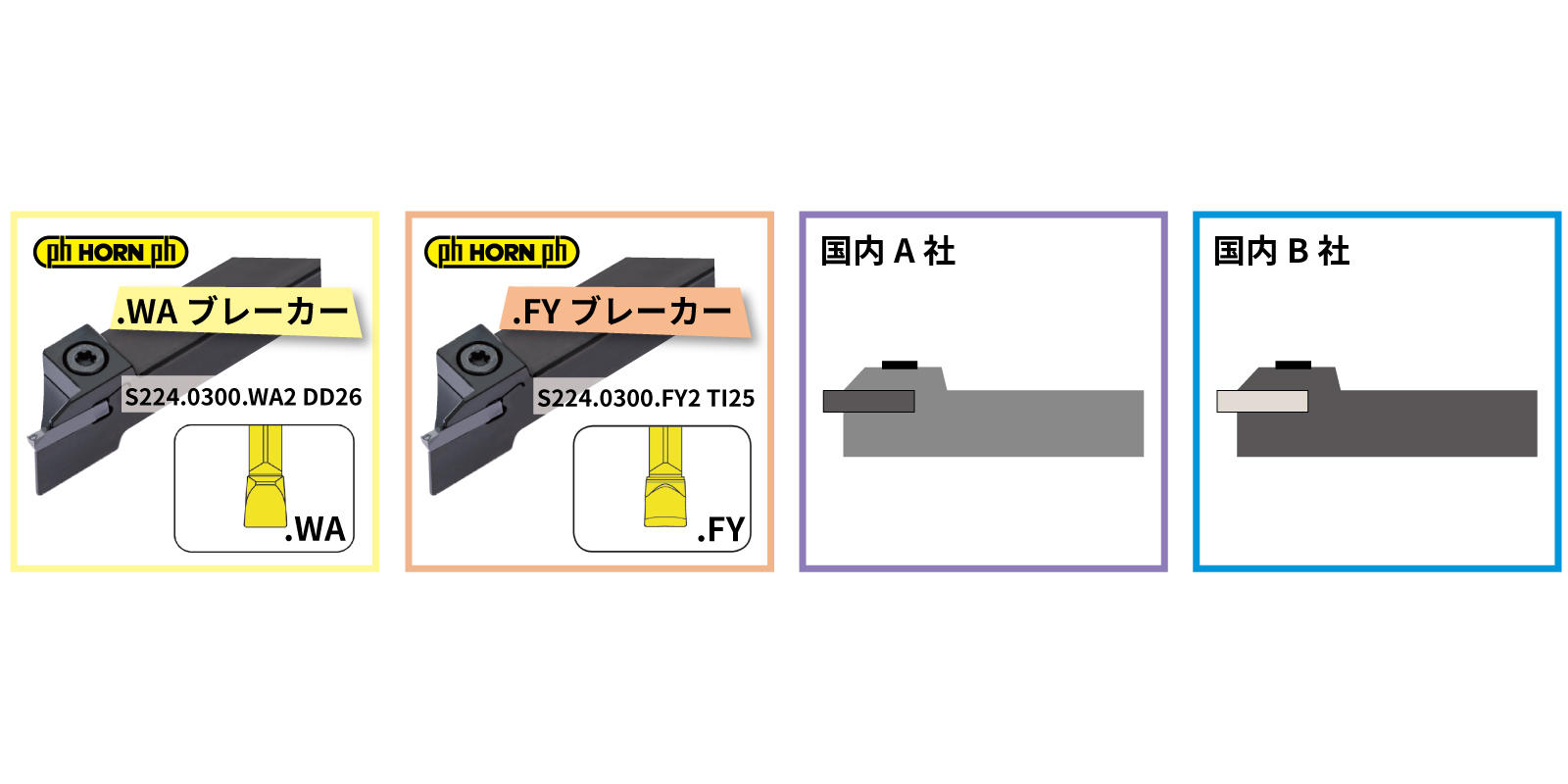
2回目の削レポ(けずレポ)です。今回は被削材はアルミで複数の工具を用いて、溝入れ加工
を行い、それぞれの切りくず、底面性状を比較してみました。比較対象となるのはHORNから
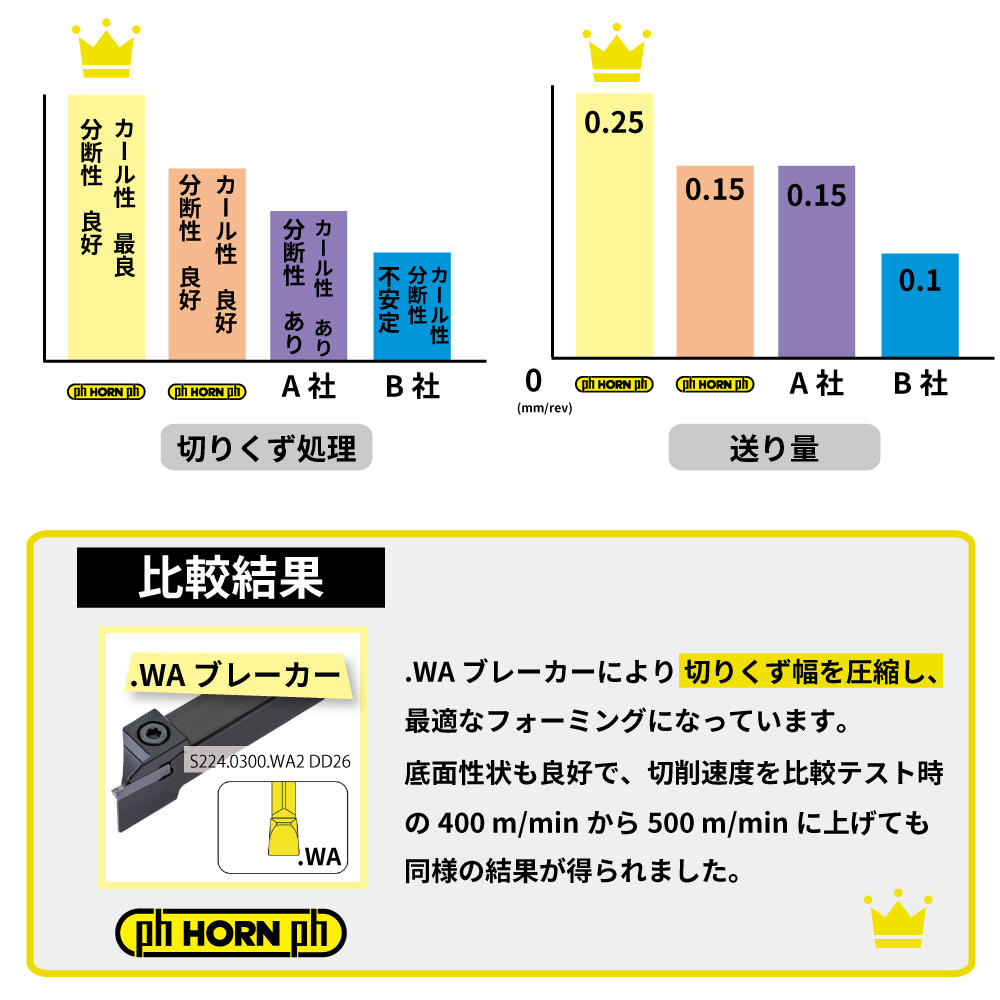
ブレーカー違いの2種WA.とFY.ブレーカー、次に国内A社製品と国内B社製品の合計4社で
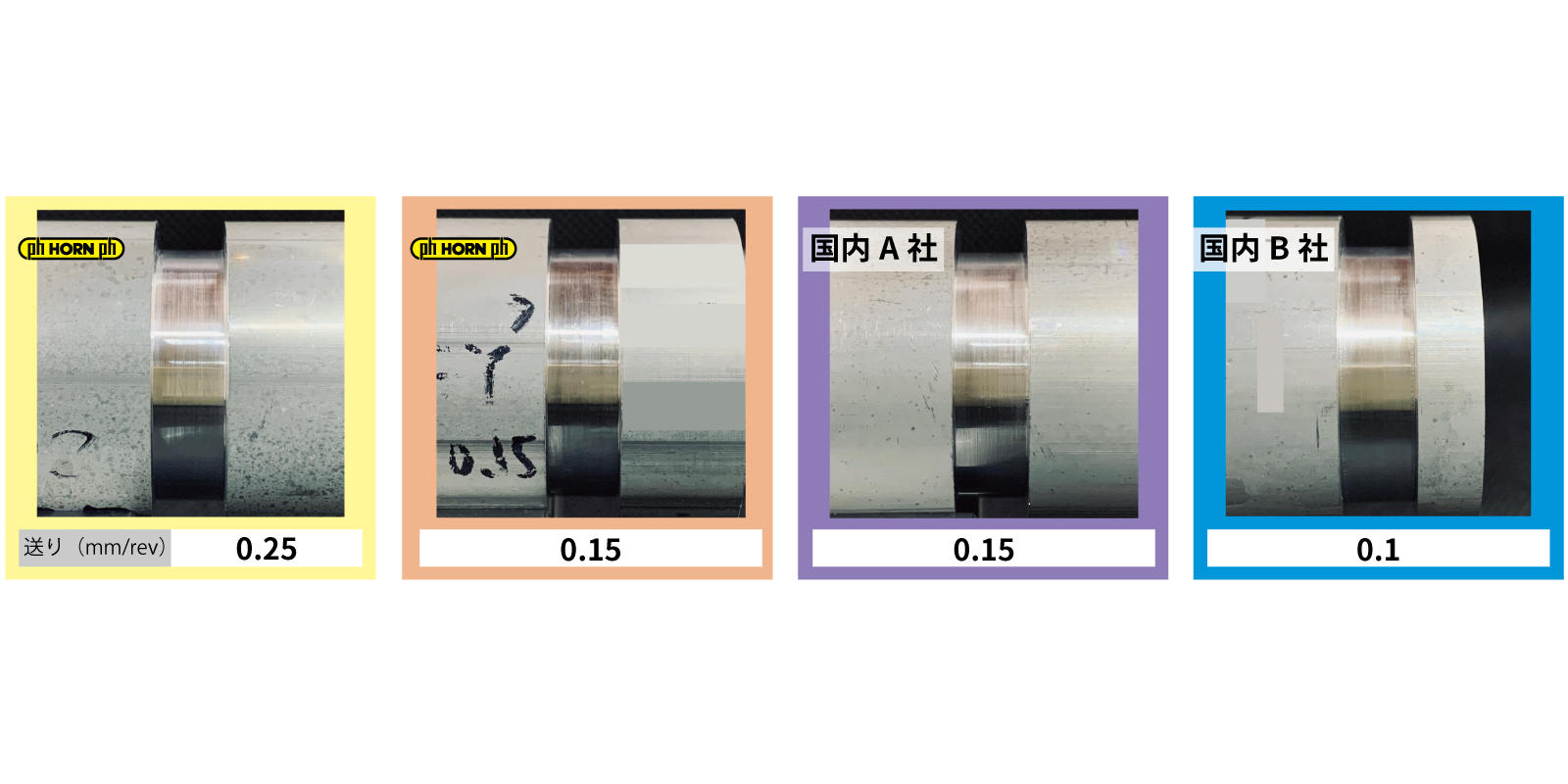
比較してみました。切削速度は同じで、回転数を5,000 min-1にし、まずは各社メーカー推奨
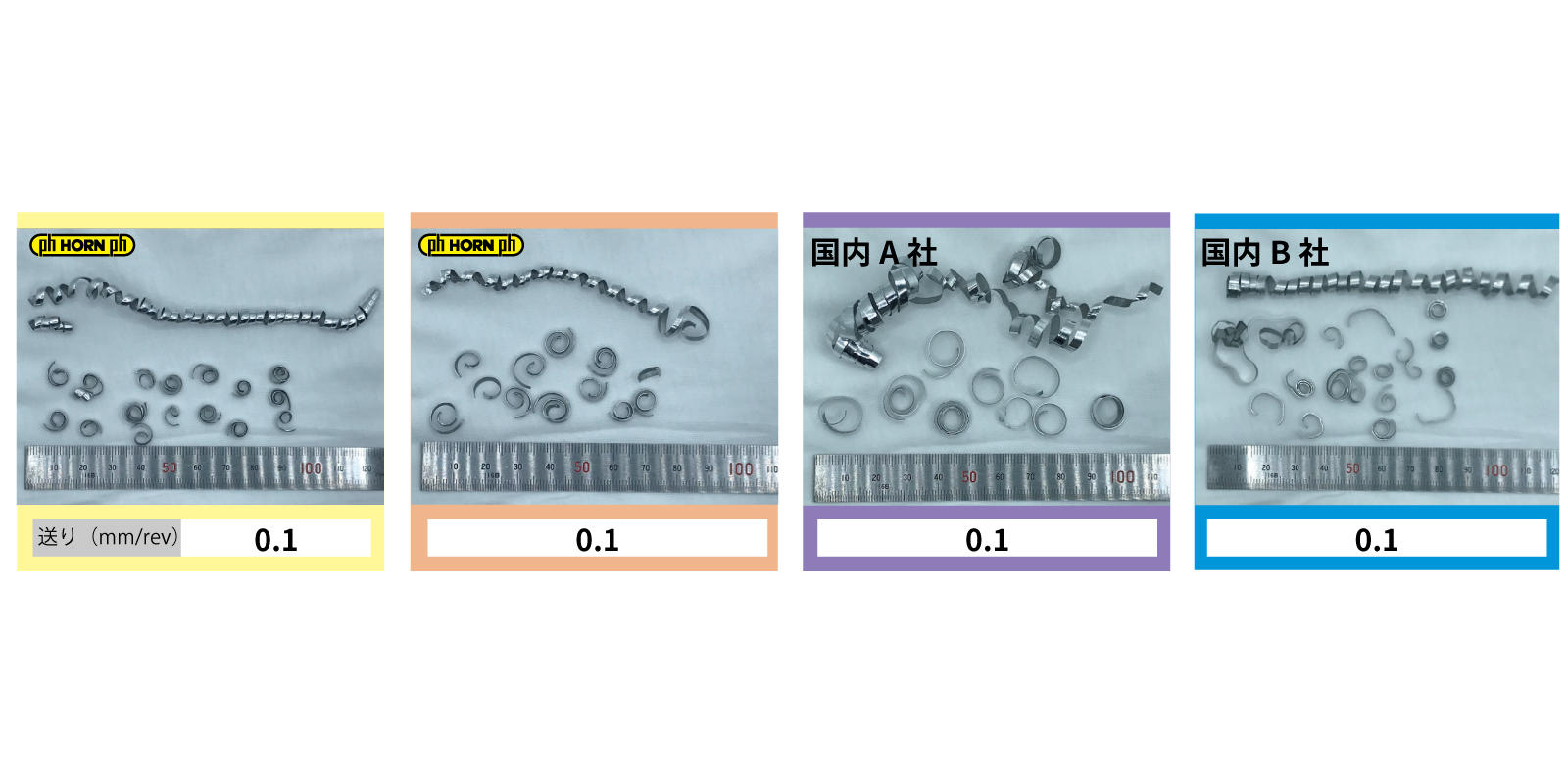
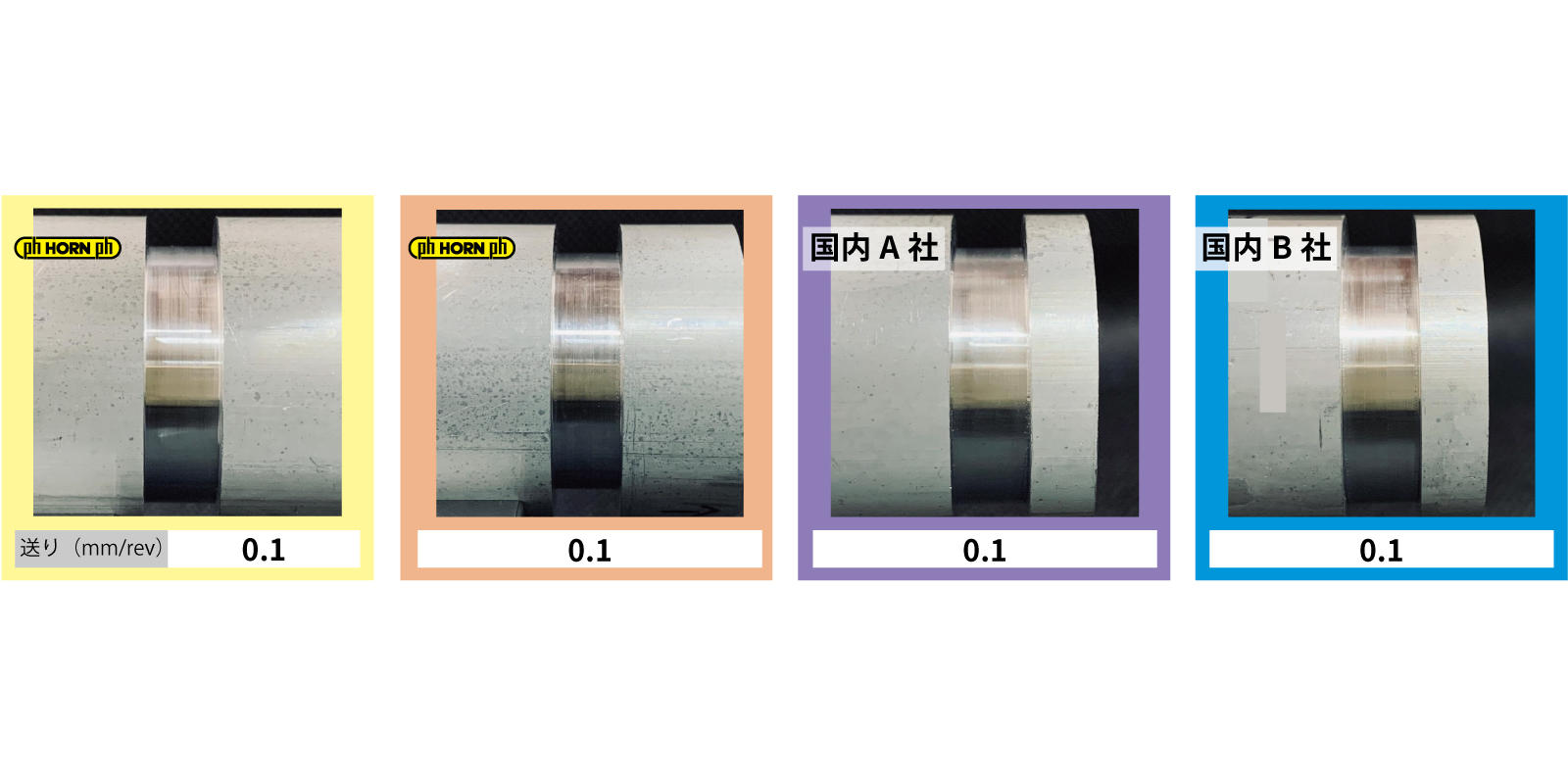
値の送り量で加工を行いました。次に、同条件で送り量を 0.1 mm/rev に合わせて加工を行
いました。下記比較データ写真をご参照ください。最終的にどの工具が1番安定した加工が
できたのでしょうか...?
❚ 加工情報

❚ 溝入れパスについて
❚ 溝入れ加工 比較データ
回転数:5,000 min-1
溝深さ:3.0 mm
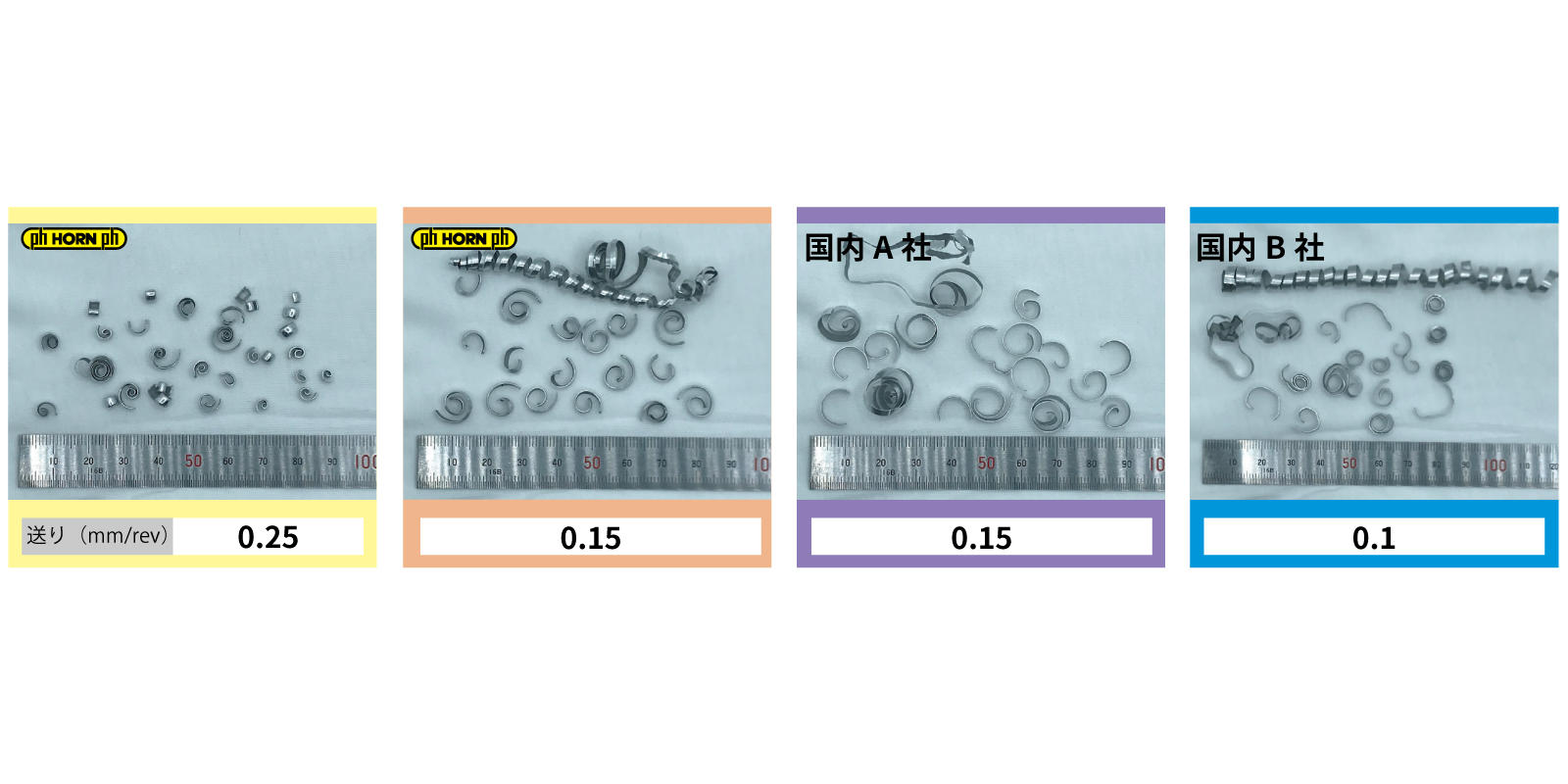
❚ 比較結果
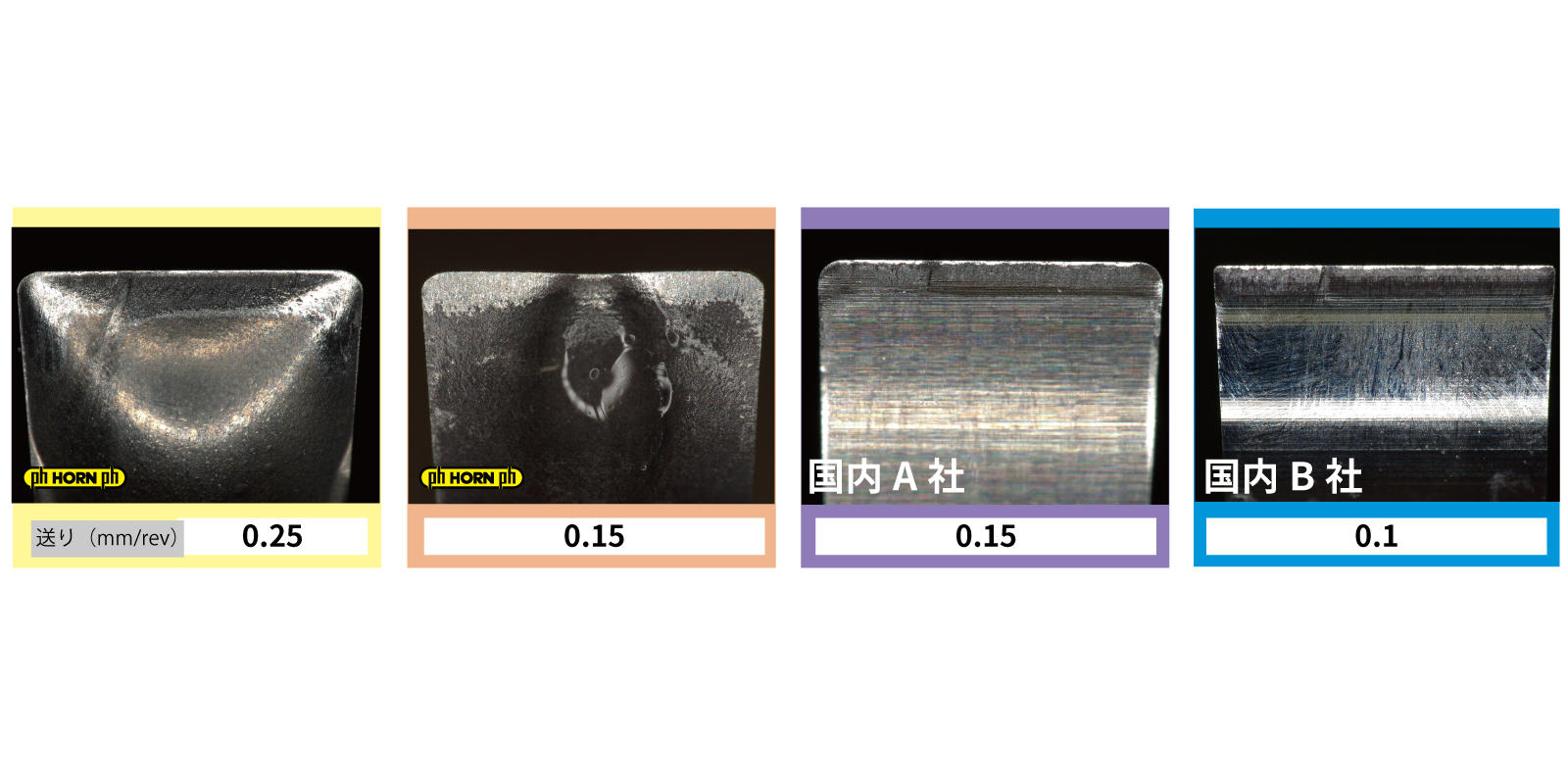
※底面性状の比較について
底面の"見た目"を基準とし、HORN WA.ブレーカーが最も鏡面に近い底面を実現しました。
写真ではわかりづらいですが...もっと上手に撮影ができるように日々精進いたします...(@_@)
❚ アルミ加工用WA.ブレーカーとコーティング DD26とは
今回はアルミの加工で、通常は溶着を避けるために刃先をシャープにし、ノンコートか薄膜
CrN、TICN、もしくはDLC DIAを使用すると思います。しかし、今回のHORN WA.ブレー
カーのインサートは薄膜PVDのTiB2コーティング、DD26を採用しています。TiB2コーティ
ングは、非鉄・アルミ・真鍮用との非親和性に優れた物です。高度なコーティング施工技術
により、アルミ加工でも最適なブレーカーとコーティングの相乗効果によって、より安定し
た加工を実現します。
❚ 加工ポイント! 中心を残したツールパスのメリットについて

1.フルカットによる切りくず排出
2.フルカットによる切りくず排出
3.インサート前面刃(中心部)のみで加工
上記のツールパスにより、片側のみの偏摩耗と、切りくず排出の改善に有効です。
フルカットにより刃先の寿命の向上にも繋がります。
HORNカタログの請求は こちら
最後までお読みいただき、ありがとうございました。
次回の配信もどうぞ楽しみにお待ちください!
ご質問等は株式会社IZUSHIまでお問い合わせください。
MAIL: horn@ztec-izushi.co.jp
TEL: 06-6747-6184