【成功事例】工具寿命5倍以上、再研磨の手間をゼロに、加工時間120分→45分に!
|
加工情報 |
| 加工内容 |
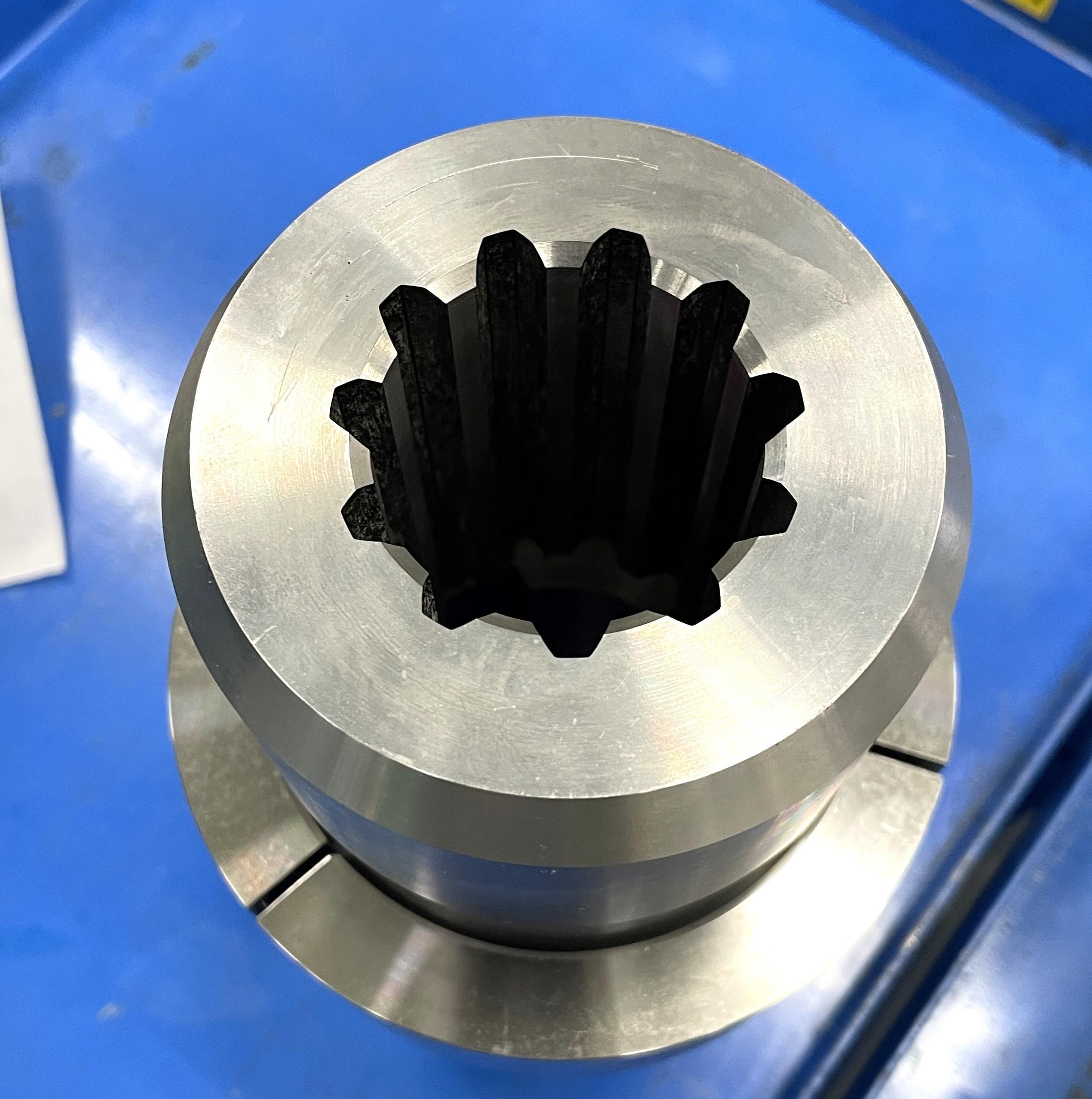
インボリュートスプライン ギヤブローチング モジュール m3.75 |
| ワーク材質 |
SUS304 |
| 切削油 |
油性(外部給油) |
| 機械 |
M社製 NCスロッター盤 |
| 現状工具 |
ギヤシェーパー・ピニオンカッター(ハイス) |
| 課題 |
加工時間、再研磨の手間 |
|
他社工具 |
HORN 特殊品ギヤブローチング工具 |
| ホルダー |
シャンク型ピニオンカッター(ハイス) |
特殊品 H117...(超硬) |
| インサート |
- |
特殊品 S117... SG35(超硬) |
| 送り F(mm/min-1) |
- |
6000 |
| 切込み ap(mm) |
- |
0.04 |
| 工具寿命 |
4個 (+再研磨35回分=トータル144) |
20個~ |
| 加工時間 |
120分(荒・仕上げ 5~8サイクル) |
45分(荒・仕上げ 2サイクル) |
協力取材
ハイス工具による、120分もの加工時間と再研磨の手間に困っています。何か良い工具・解決策はありませんか?
超硬工具で加工時間の短縮と高精度な加工を両立できるギヤブローチング工具があります!

小原歯車工業様は内径インボリュートスプラインの加工において、ハイス・ピニオンカッターによる加工時間を短縮できないかと考えていた。1個のワークを加工するのに120分かかる。さらに、製品4個毎に工具寿命を迎え、ハイス工具の再研磨も行っていた。再研磨には1回あたり30分かかる。1ロット10本のため、3回の再研磨を行う必要があった。
工具費だけでなく、再研磨費用もかかってしまっていた。
そこで、HORNのギヤブローチングを採用したところ、1ロット 10個の加工に3日かかっていたところが、1日で完結するようになり、大幅な加工時間の短縮および手間の削減が可能になった。
加えて、工具費も35%削減することができた。
ご担当者 A 様
以前はギヤシェーパーで加工するのに、追い込み調整を含め、加工中の70%は作業者が機械に付いておく必要があった。
HORNのギヤブローチング工具では基本的にはプログラムのセッティングのみで、それ以外は機械離れが可能になり、効率よく作業ができるようになった。
ご担当者 B 様
ギヤシェーパーとHORNのギヤブローチングによる歯すじ誤差と、歯形誤差の比較も行ったが、ギヤブローチングの方が高精度な結果が出た。工具の剛性が高く、安定した精度が出るのは有難い。
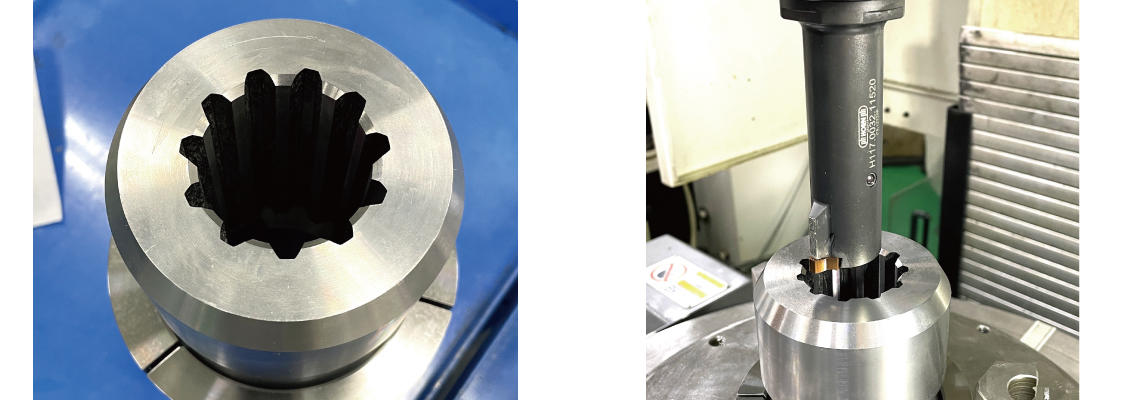
特殊品 ギヤブローチングとは?
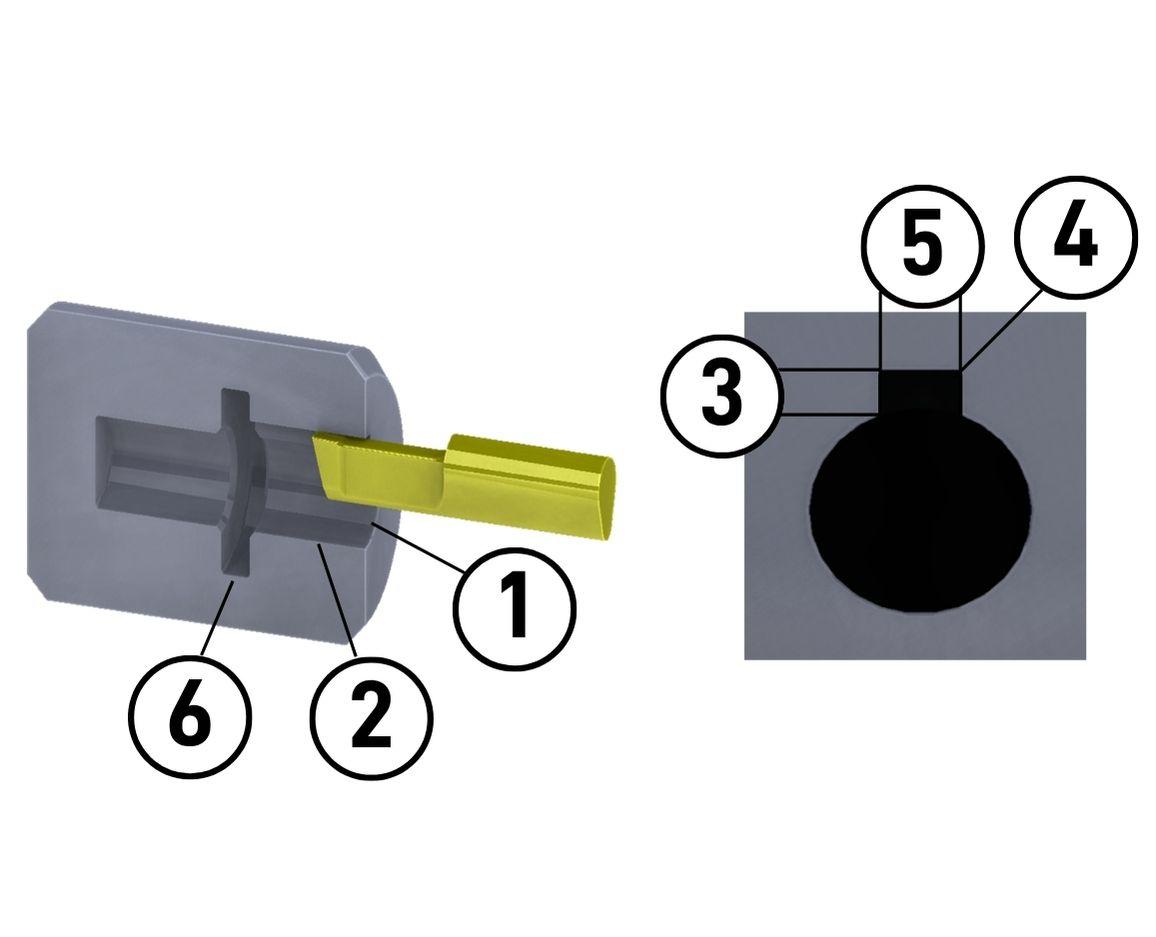
複数パスの切込みを繰り返し、1歯ずつZ軸方向に加工していく。
1歯が完了するとワークを割り出して、次の歯へ。
ギヤブローチング工具はすべて特殊品であり、歯車の諸元・ワーク図面の支給で、見積の提出が可能。
今回の小原歯車工業様での加工はNCスロッター盤を用いての加工だったが、NC旋盤や複合加工機でも可能である。しかし、剛性面も考慮する必要がある。
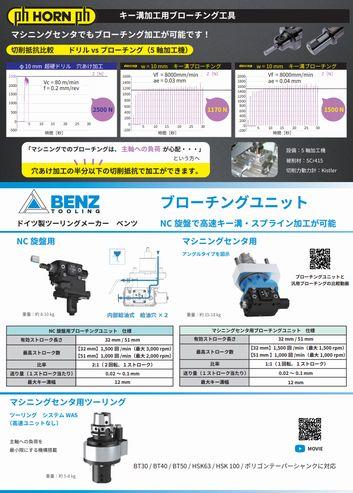
歯車・スプラインの加工で歯数が多い場合は、動画後半のブローチングユニットを用いた加工が有効である。
汎用ブローチングと比較して、約7倍以上の加工効率になる。
ブローチングユニットに関する詳細は こちら をチェック。
ギヤシェーパーからギヤブローチングに切り替えるメリット
1. 加工時間の短縮
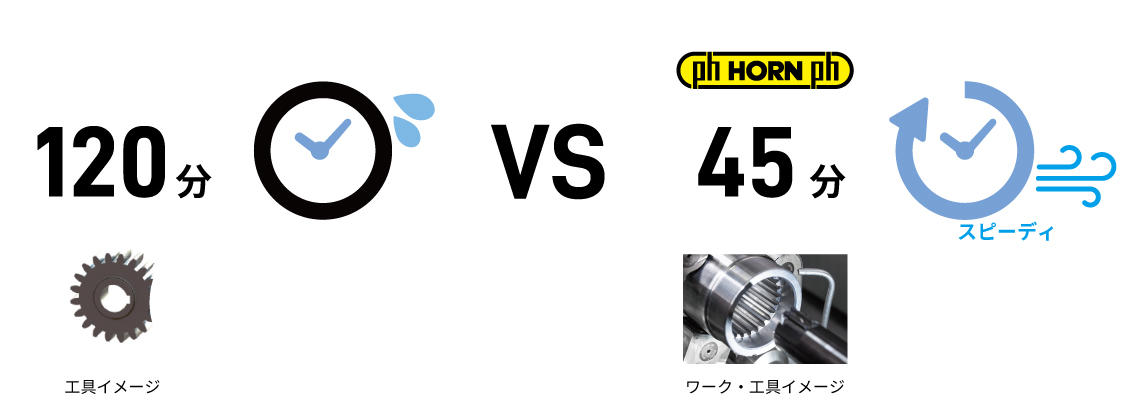
上記の例にあるように、ギヤシェーパー・ピニオンカッター(ハイス)では加工時間120分だったのが、HORNギヤブローチング(超硬)の場合、加工時間が45分になり、生産性を大幅に向上できた。
2. 再研磨が不要
上記の例のように、再研磨1回につき30分かかっていたが、再研磨の時間・手間がゼロになる。
さらに、再研磨費用も不要になった。
3. 多台持ちが可能
工程集約、機械離れが可能になると、作業者様が複数の機械を対応できるようになる。
生産性が向上し、"儲かる現場"に近づく。
4. 精度向上
ギヤシェーパーよりも、HORNギヤブローチングの方が歯すじ誤差、歯形誤差も良好な結果となった。
製品カタログ、チラシ


標準品ブローチング工具 選定時の確認事項
- 最小加工径
- 加工キー長さ
- 溝底R
- キー幅
- 逃がし溝 有無
- 被削材
- クランプ状況
- 主軸ロック機能 有無
- キー幅公差
ご質問やお問合せは
こちら をご確認ください。
最後までお読みいただき、ありがとうございました。
次回の配信もどうぞ楽しみにお待ちください!
 株式会社IZUSHI 中部支店/刈谷テクニカルセンター
株式会社IZUSHI 中部支店/刈谷テクニカルセンター
TEL:0566-62-8075
MAIL:horn@ztec-izushi.co.jp