削レポ | S45C加工 削ってみました!
❚ IZUSHI刈谷テクニカルセンターで "削ってみました!"
初の加工現場潜入レポート、題して「削レポ(けずレポ)」です!皆さんがしっくりくるまで
言い続けてみたいと思います。削レポ、削レポ... 前置きはさておき、弊社刈谷TCの稼働が開
始し、高松工業機械のパーフェクトマシンを使い、HORN工具で注目の加工法を実践してみました。
❚ 加工情報

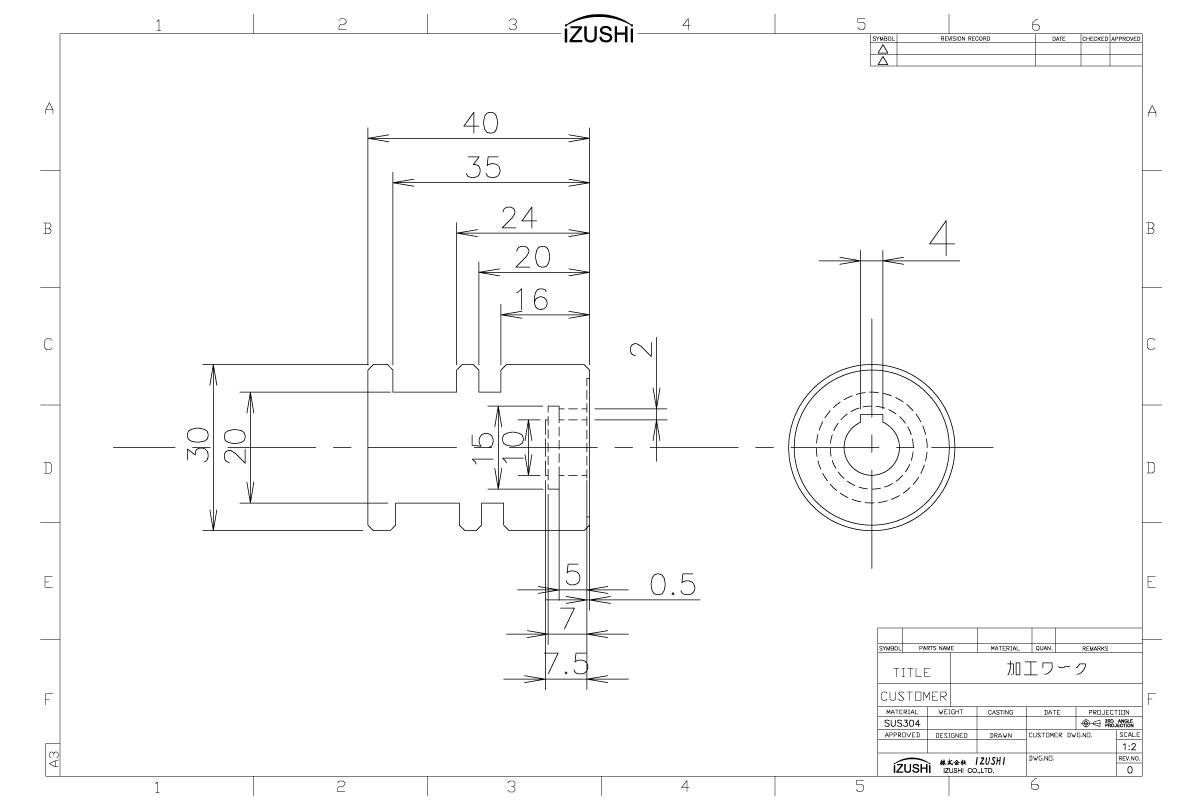
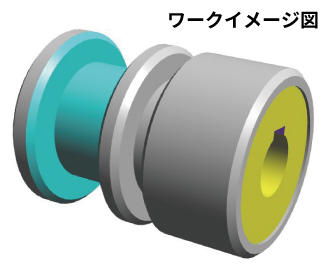

❚ 加工工程 5ステップ
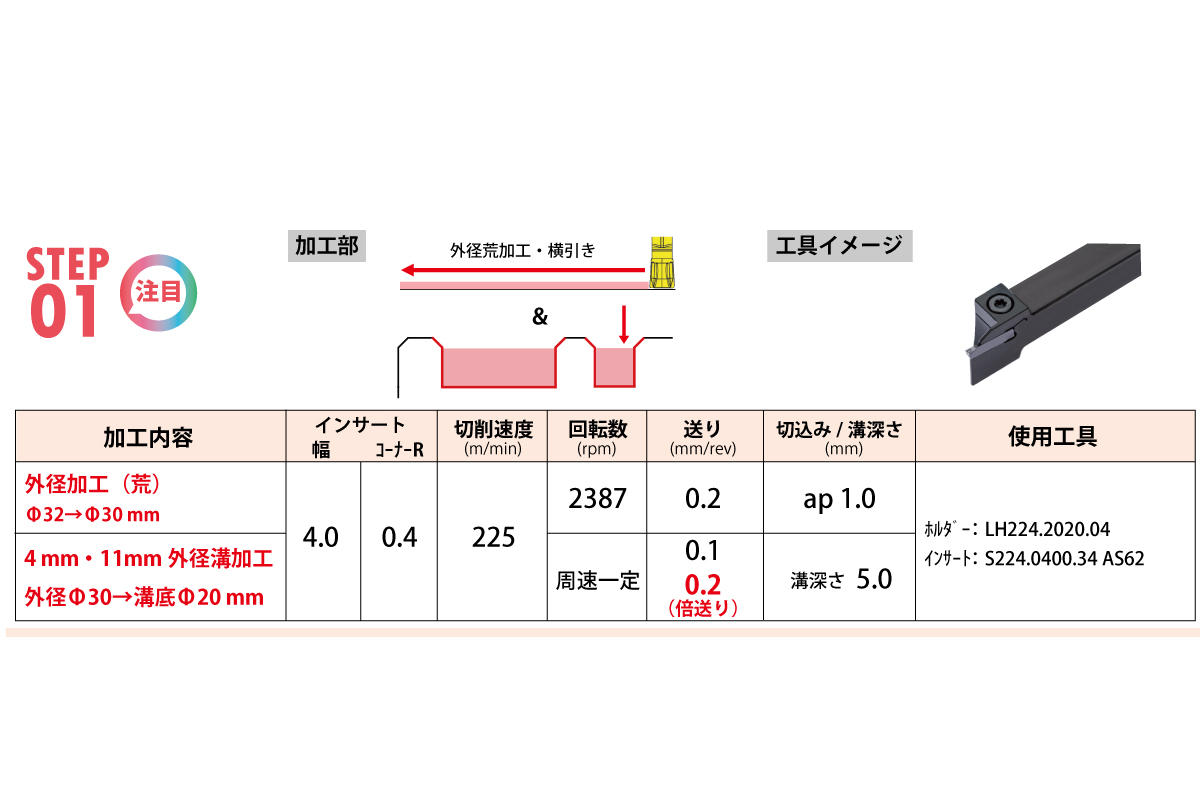
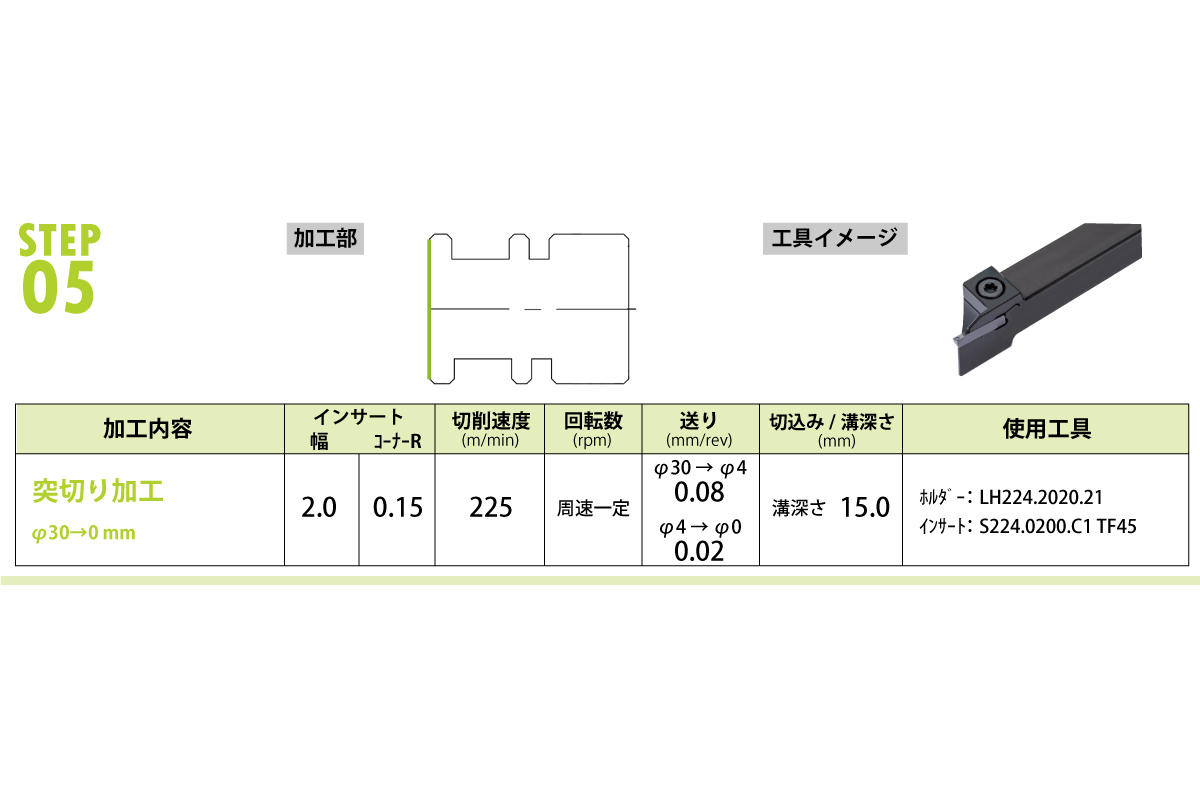
❚ 注目1.送りを2倍に!高能率な溝入れ加工法
溝入れ加工法の1つとして、部分切削を用いて、残りの山を送りを1.5~2倍に上げる方法があります。
ワーク材によって異なりますが、意外に知られていない溝入れ加工法です!ぜひお試しください。
今回の加工では下記の通り行いました。
1パス:面取り・4 mm 溝入れ
送り:0.1 mm/rev
2パス:面取り・4 mm 溝入れ
送り:0.1 mm/rev
3パス:3 mm 溝入れ
送り2倍:0.2 mm/rev
壁面を先に加工することで、余計な切削抵抗を受けることなく、高送り加工が可能になります。
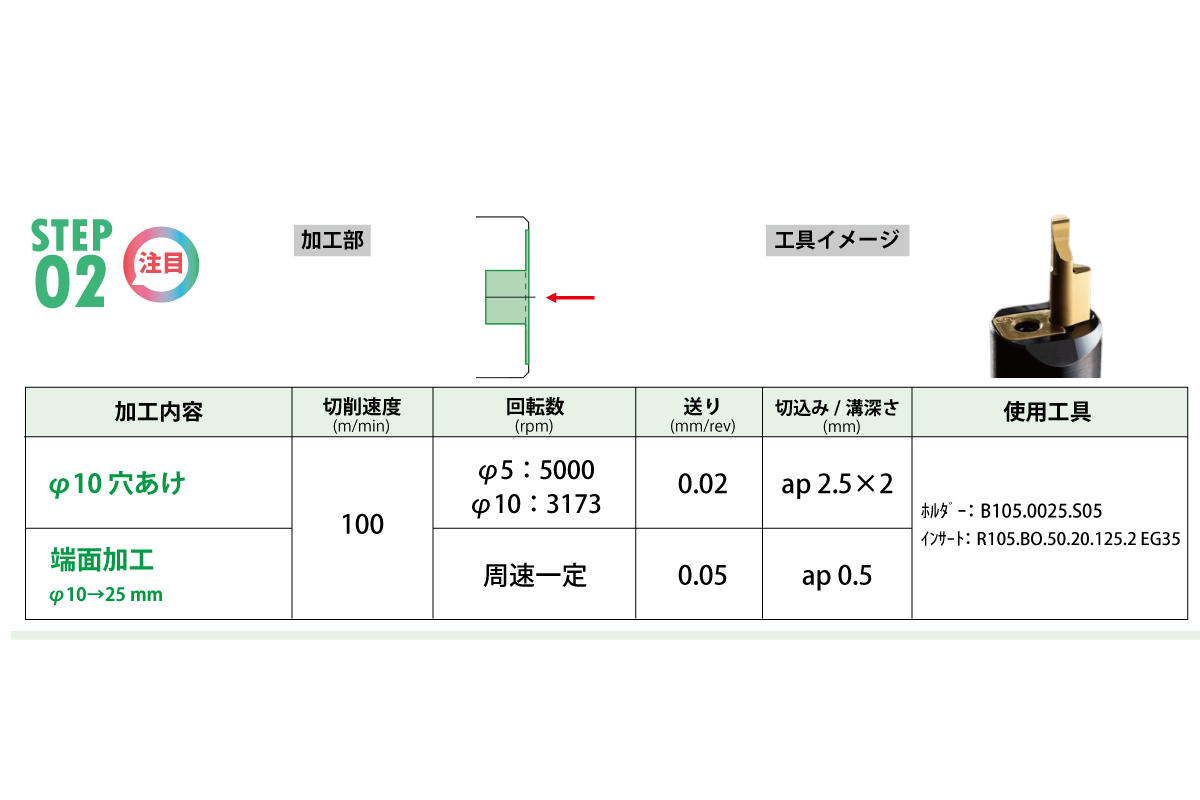
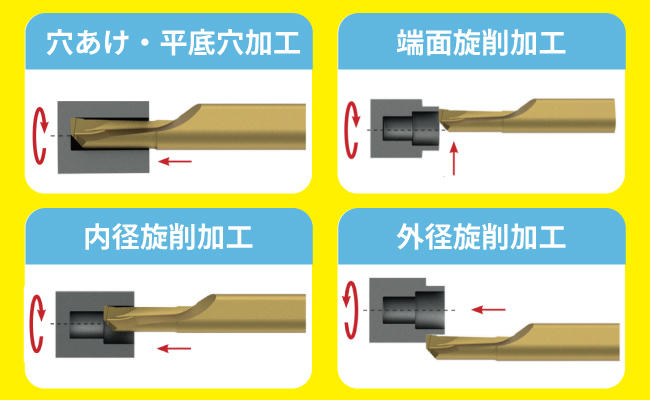
❚ 注目2.穴あけ・ボーリング・端面 これ1本 スーパーミニHP

スーパーミニ HP 公式加工動画
スーパーミニHPは従来品に比べ、高剛性な刃先設計になっているため、1つの工具で穴あけから
ボーリング加工が可能になります。
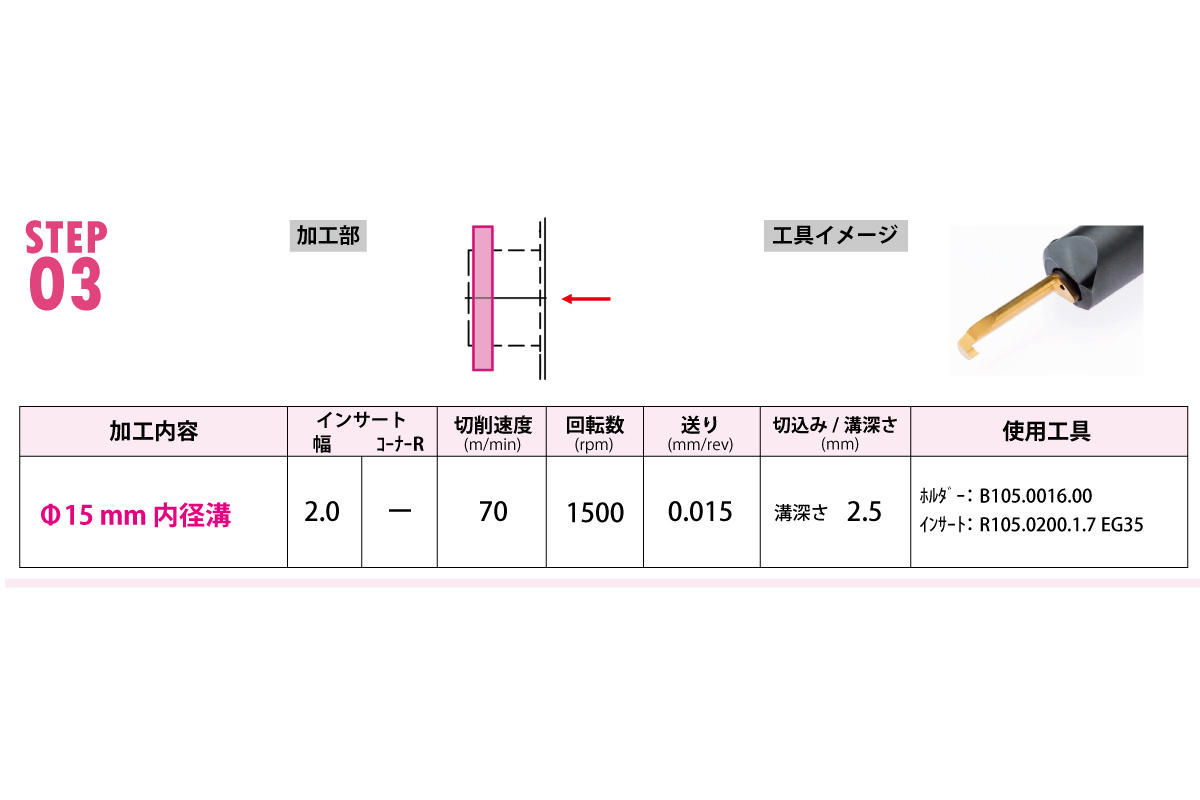
スーパーミニ 正面クランプホルダー 工具交換動画
クランプ部がホルダー正面に付いているため、ホルダーを機械から取り外さずに、インサートの
交換が可能です。工具交換時間が短くなり、作業性もアップします。
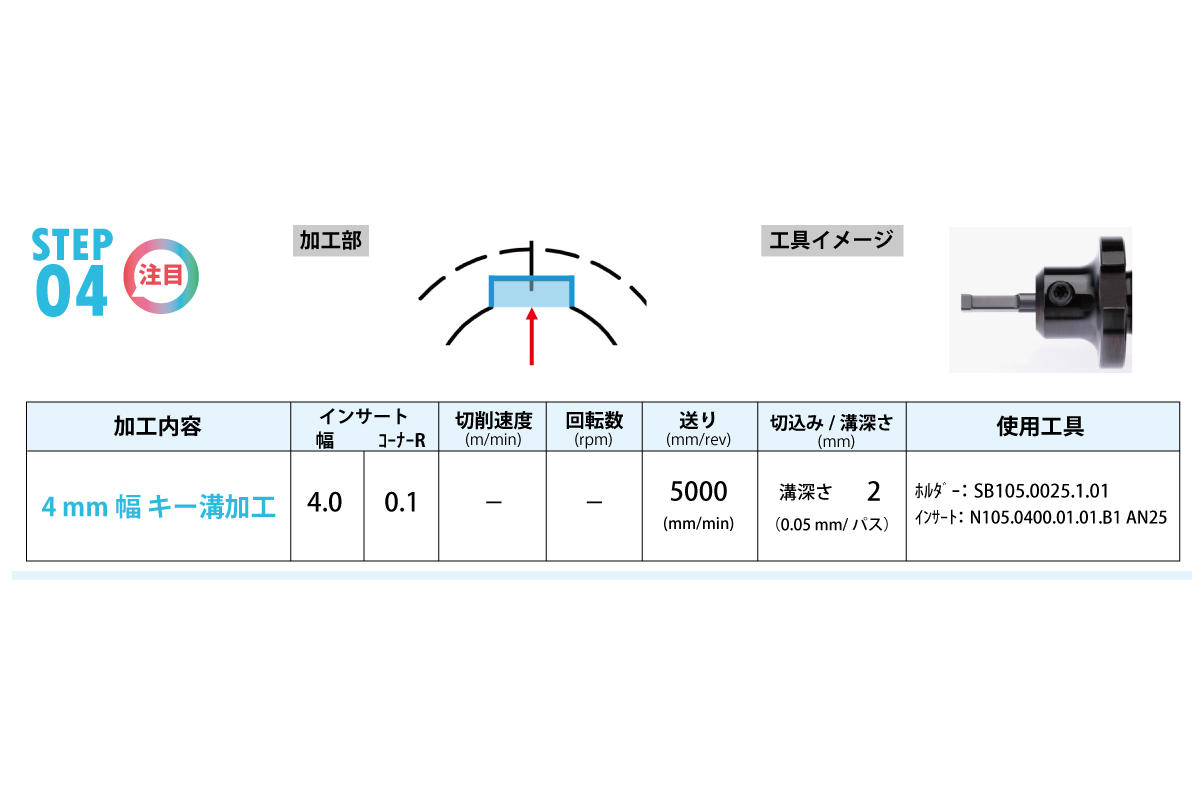
❚ 注目3.旋盤でキー溝加工 ブローチ工具
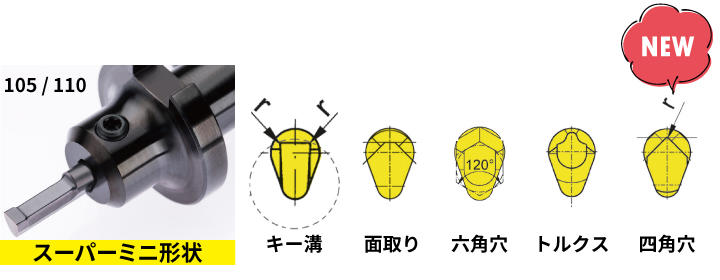

専用機を使わずに、旋盤でキー溝加工ができるHORNのブローチ工具です。スーパーミニ形状と
キー溝形状があり、それぞれ旋盤用の汎用ブレーカーとブローチングユニットを用いて溝を切
る用のブレーカーがあります。内部給油式ホルダーもラインナップしており、良好な切りくず
排出を実現します。今回の加工ではスーパーミニ形状、キー溝幅4 mmを使用しました。また、
四角穴用工具も新たにラインナップに加わりました。カタログはこちら。
HORNブローチ工具をご使用の際の注意 "逃がし溝"
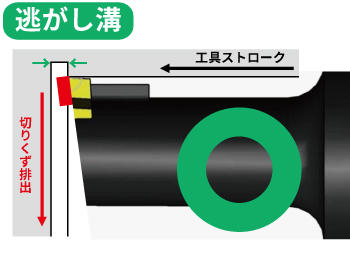

○ 内径奥に逃がし溝を入れてください。
× 逃がし溝がないと、切りくずがワーク側壁と刃先に挟まれてしまいます。
初の旋盤加工レポート『削レポ』はいかがでした?今後もお客様の加工にお役立ちする情報を
配信してまいります。また、弊社では最先端マイクロスコープによる自社での刃先診断も行っ
ています。加工改善にご協力させていただきます。
HORN工具に少しでもご興味を持っていただきました方に、グッドニュースです!
\ 只今お得なキャンペーンを実施中です /
工具寿命、ビビり、面粗さ等 お困りごとがある場合に一度お試しください。
インサートをご購入およびデータシート交換につき、高剛性ホルダーをプレゼントします!

キャンペーンのお申込みはこちら
株式会社IZUSHI 中部支店/刈谷テクニカルセンター/事務所2F osoto Kariya
〒448-0807 愛知県刈谷市東刈谷町二丁目二番地2
TEL 0566-62-8090 FAX 0566-62-8084
最後までお読みいただき、ありがとうございました。
次回の配信もどうぞ楽しみにお待ちください!
ご質問等は株式会社IZUSHIまでお問い合わせください。
MAIL: horn@ztec-izushi.co.jp
TEL: 06-6747-6184