削レポ | S45C溝入れ HORNブレーカー違い・面粗度比較

❚ HORN溝入れ加工後の仕上げ加工 ブレーカー違い・面粗度比較テストを実施しました!
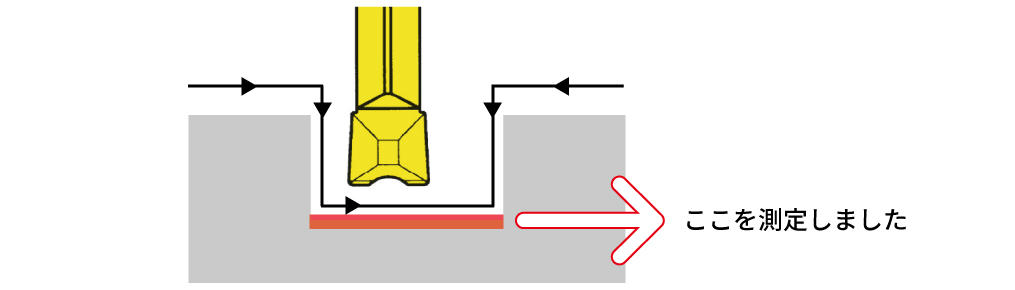
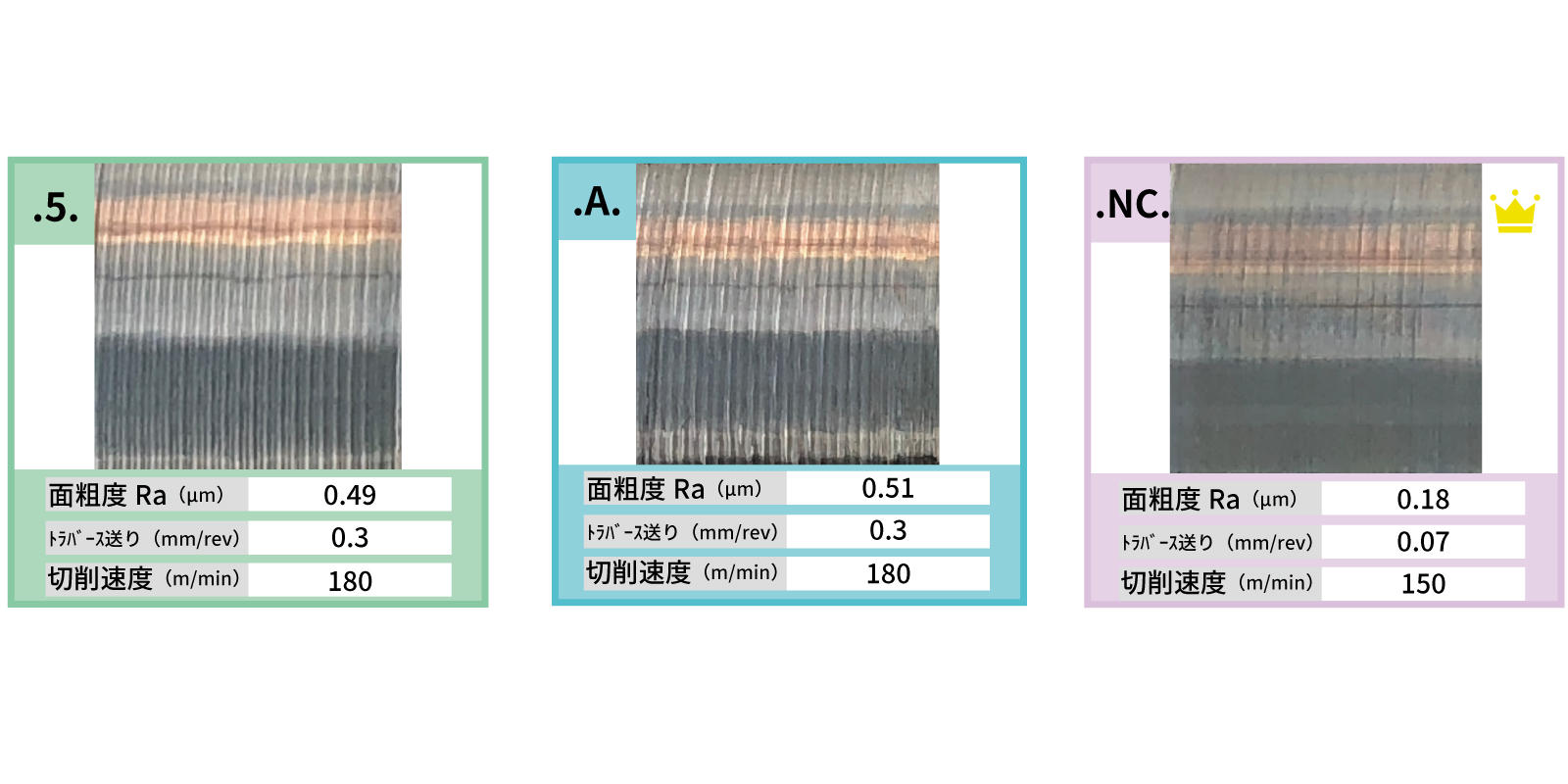
4回目の削レポ(けずレポ)です。今回の被削材はS45Cで、HORN3種のブレーカー違い
の工具を用いて溝入れ加工を行い、溝底の面粗度(Ra)を比較しました。切削速度は180
m/min、150 m/min、溝入れ加工の底面の切込みは0.5 mm にて比較しました。
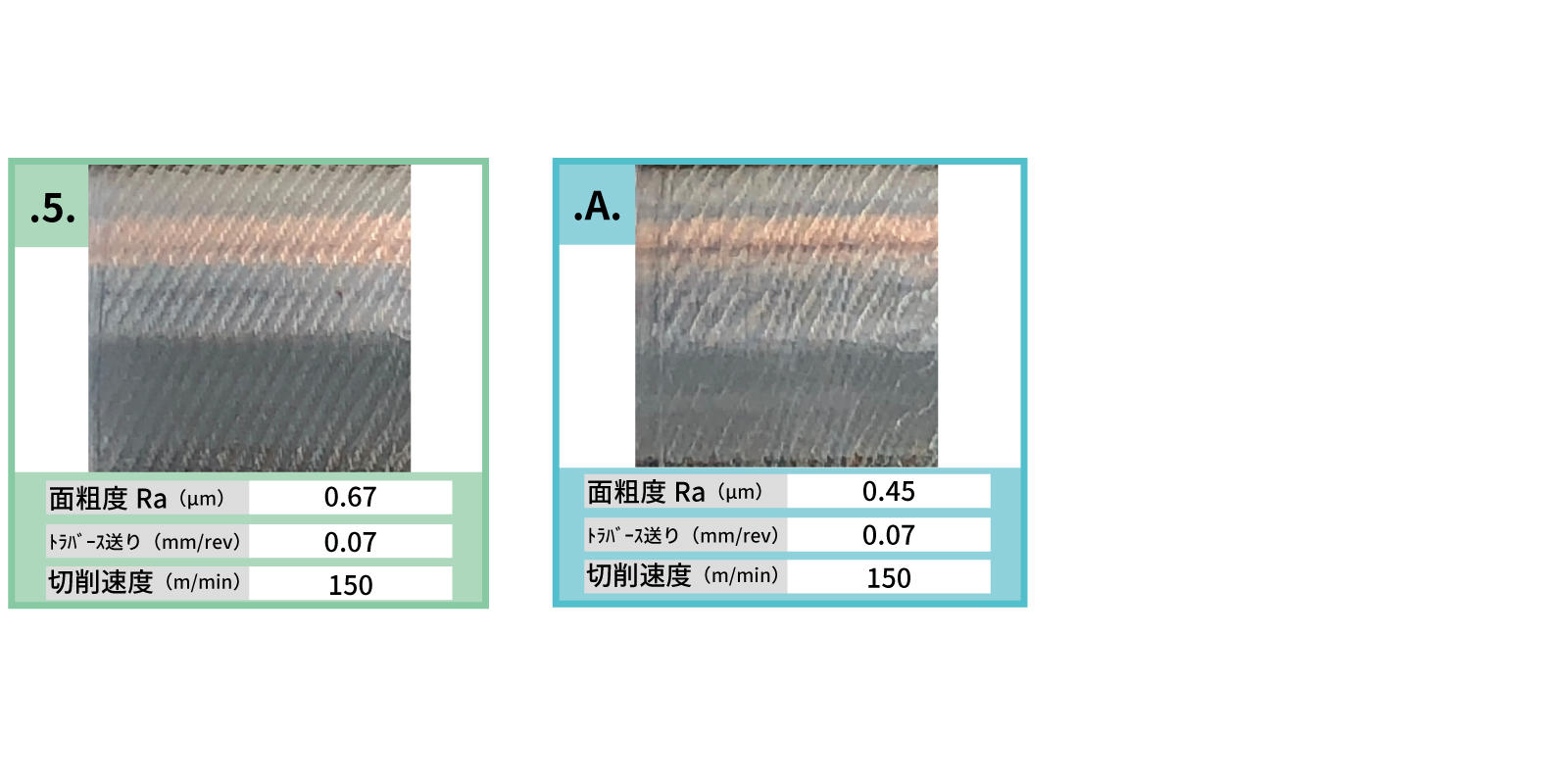
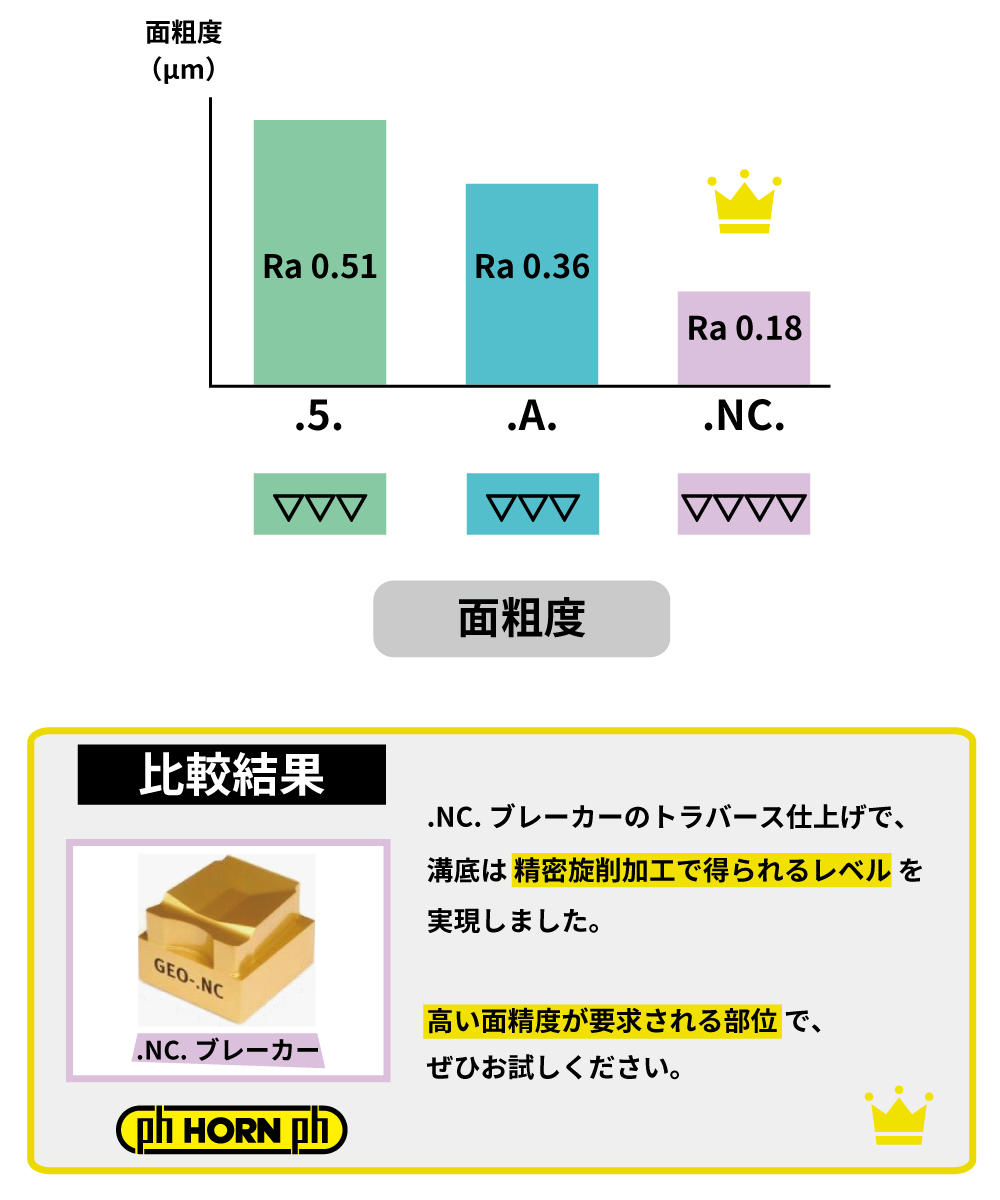
それぞれのブレーカーによって特長が異なり、面粗度の違いがおわかりいただけると思いま
す!高い面粗度が求められる加工でお困りの場合に、ぜひご参考にしてください。仕上げに
最適なブレーカーでは精密仕上げ級の高精度な結果が出ています。
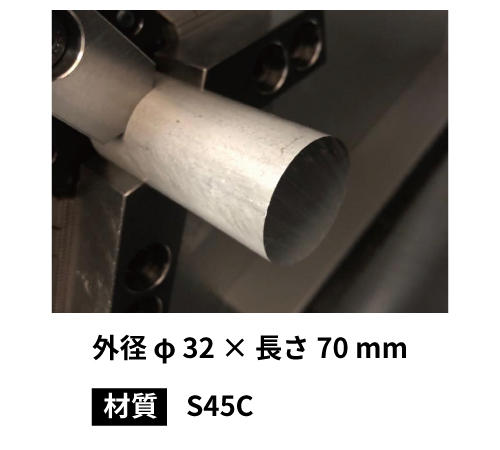
❚ 加工情報

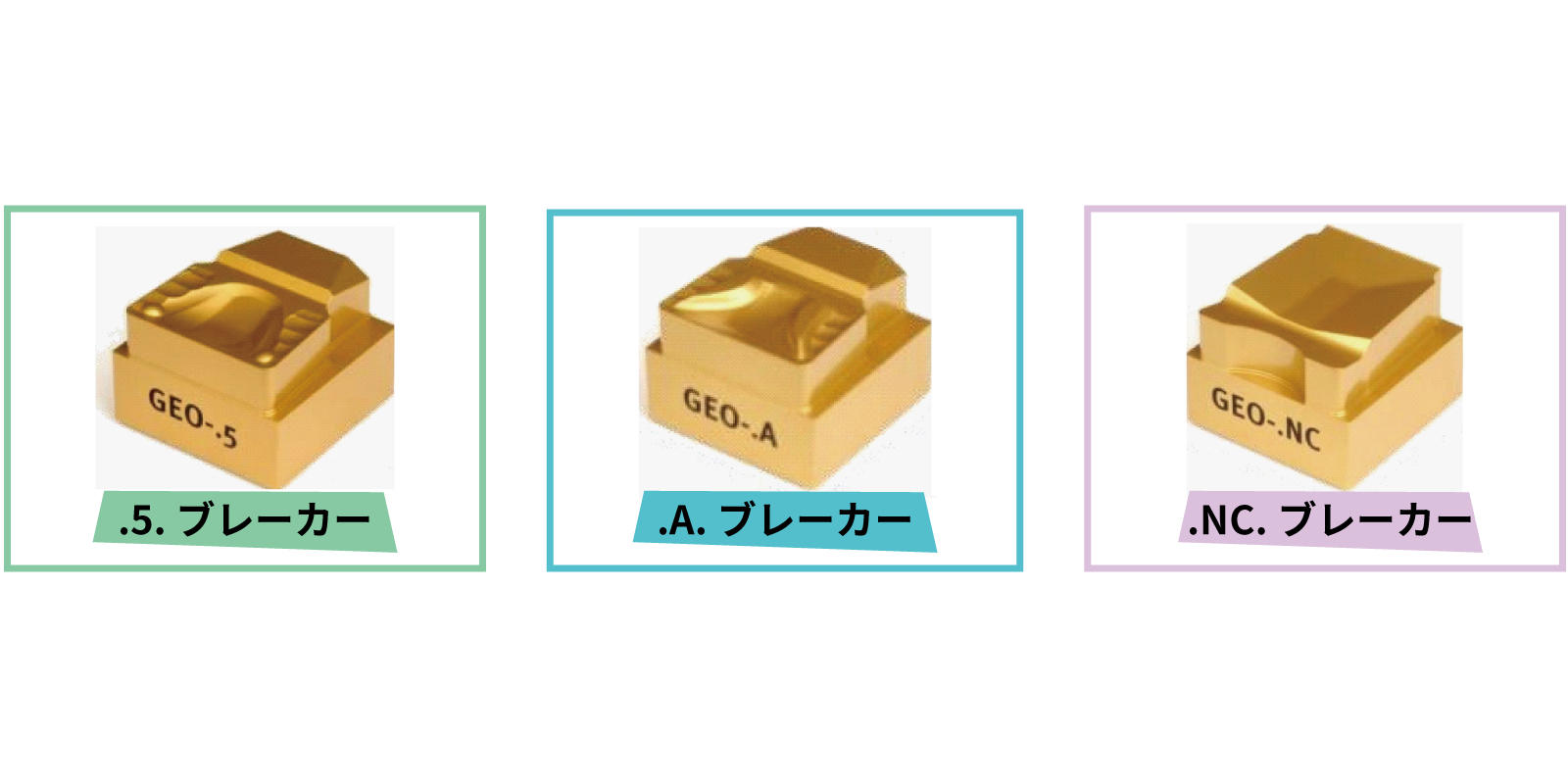
❚ 比較ブレーカー



日本語カタログ 溝入れ/突切り加工用工具 Gチャプターに当工具システムが記載されています。カタログPDFは こちら
❚ 溝入れ加工 比較データ

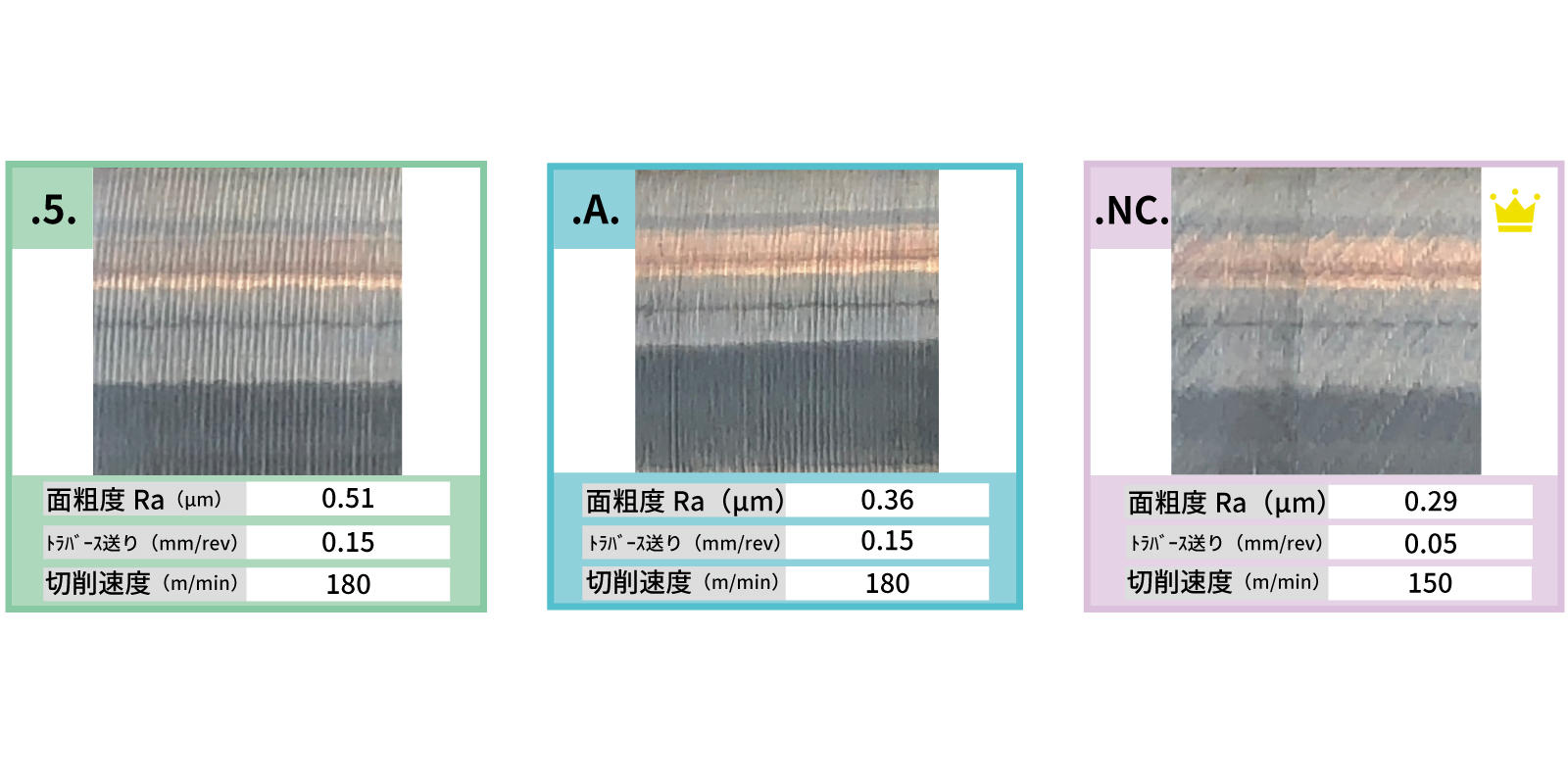
❚ 比較結果
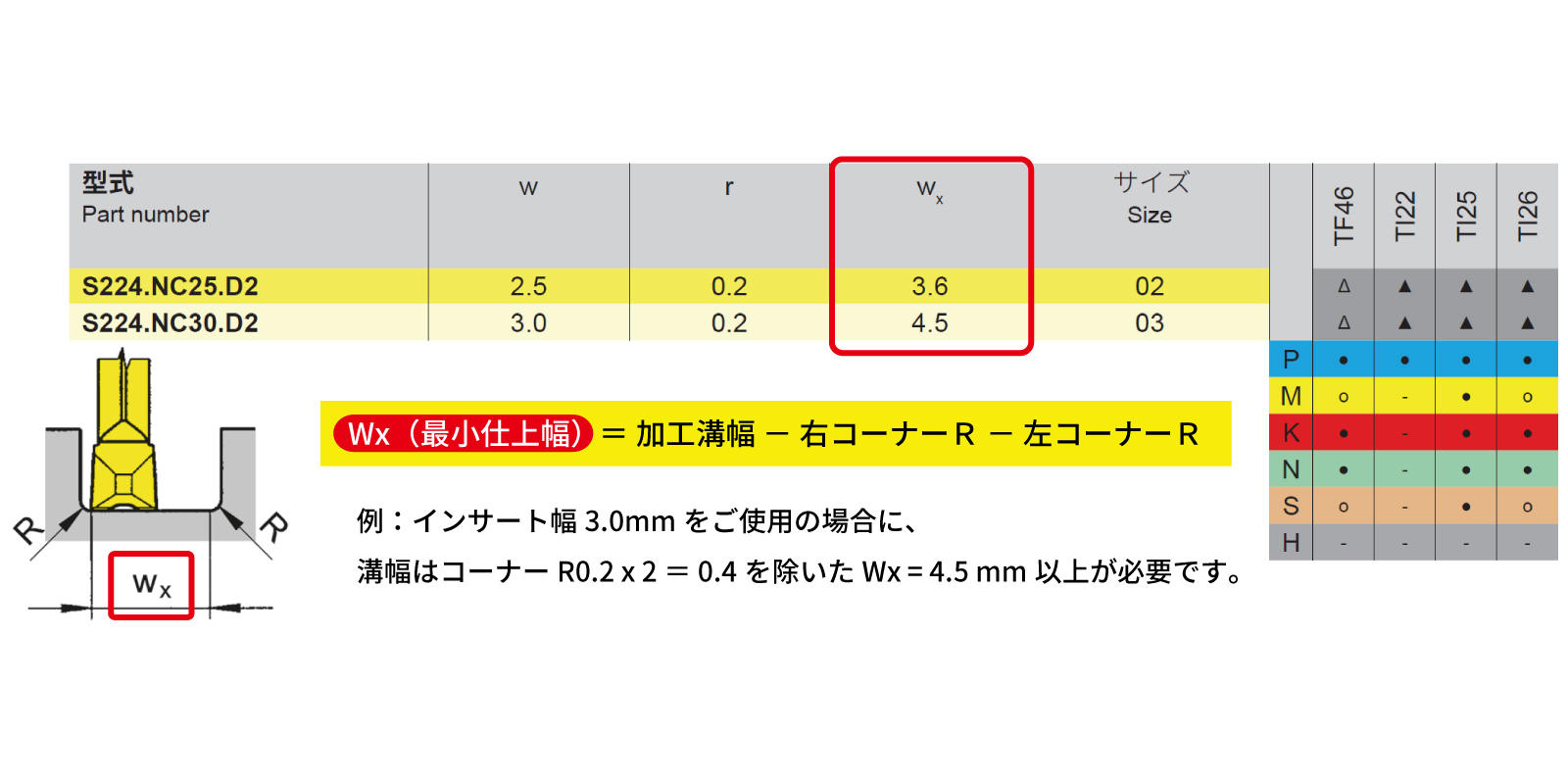
❚ .NC.ブレーカー 選定時のポイント
HORNカタログの請求は こちら
最後までお読みいただき、ありがとうございました。
次回の配信もどうぞ楽しみにお待ちください!
ご質問等は株式会社IZUSHIまでお問い合わせください。
MAIL: horn@ztec-izushi.co.jp
TEL: 06-6747-6184