協力取材
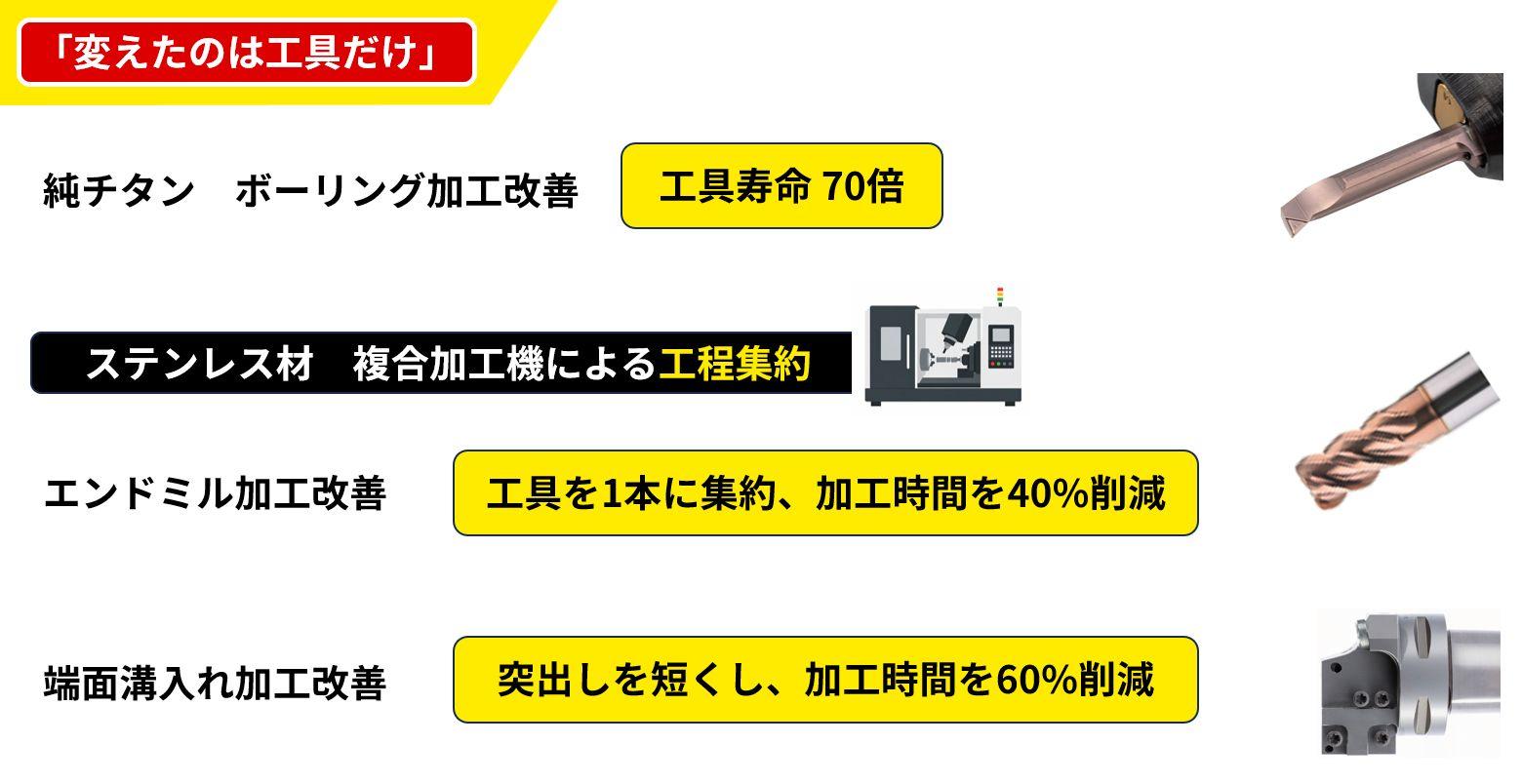
成功事例① 純チタン ボーリング加工 工具寿命70倍
|
加工情報 |
| 加工内容 |
ボーリング加工 |
| ワーク材質 |
純チタン |
| 切削油 |
水溶性(内部給油) |
| 機械 |
ターニングセンタ |
| 現状工具 |
他社製ソリッドバー インサート |
| 課題 |
切りくず処理 |
純チタンの小径止まり穴加工では、「切りくず処理」と「加工精度」の両立が大きな課題でした。切りくずが穴の奥で詰まることでチッピングが発生し、加工面品位が悪化。また、小径工具特有の低い剛性によりビビりが発生し、加工径が狙い値から外れてしまうケースも少なくありませんでした。
こうしたトラブルが定期的に発生するため、オペレーターは加工中も機械から離れられず、自動化・無人運転の実現が困難な状態でした。さらに、品質を確保するため加工後は全数検査を実施しており、この工程が生産性を阻害する大きなネックとなっていました。
そこで提案したのが、切りくずを細かく分断し、安定した加工を実現するHORN「.Uブレーカー」です。さらに、正面クランプホルダーとの組み合わせにより、切りくず処理・クーラント供給・工具剛性を同時に改善。止まり穴加工で発生していたさまざまな課題を解決しました。
①【切りくず処理】
.Uブレーカーが切りくずを細かく分断することで、止まり穴内部での切りくず詰まりを大幅に抑制。チッピングや加工面品位の悪化を防ぎ、安定した加工を実現します。
②【クーラント供給の最適化】
.Uブレーカーは、刃先へ確実にクーラントを届ける新しい内部給油デザインを採用しています。さらに正面クランプホルダーを組み合わせることで、従来ホルダーよりも刃先へピンポイントにクーラントを供給でき、切りくず排出性と冷却性が向上します。
③【工具剛性の向上】
正面クランプホルダーは、ベーシックホルダーよりも接触面積が大きく、保持剛性が向上します。というのは、ベーシックホルダーは、ボルトの点当たりでクランプするのに対し、正面クランプホルダーは、クランプパーツの面当たりになるためです。ビビりを抑制することで加工径のばらつきを低減し、高い寸法精度と安定加工を実現します。違いの詳細は下記動画をご覧ください。

正面クランプホルダーとベーシックホルダーの違い
改善内容
|
他社工具 |
HORN .Uブレーカー |
| ホルダー |
ー |
B105.0020.S.05 |
| インサート |
ー |
RS105.1833.3.5.U20 IG35 |
| 切削速度(m/min-1) |
50 |
70 |
| 送り(mm/rev) |
0.03 |
0.04 |
| 切込み(mm) |
0.15 |
0.15 |
| 工具寿命(個) |
10~30 |
700 |
| 切りくず処理性能 |
× |
◎ |
| 加工面 |
× |
◎ |
| 精度 |
× |
◎ |
その結果、これまでチッピングが原因で10~30個で工具交換を余儀なくされていた工具寿命は、700個まで大幅に向上。さらに検証では、1,000個まで安定して加工できることも確認できました。
工具交換の回数が大幅に減少したことで、生産性が向上。さらに加工品質も安定したため、これまで必要だった全数検査の負担も大きく軽減されました。工具寿命・加工品質・作業効率のすべてにおいて、大きな改善効果を得ることができました。
成功事例② SUS エンドミル加工 工程集約+加工時間40%短縮
|
加工情報 |
| 加工内容 |
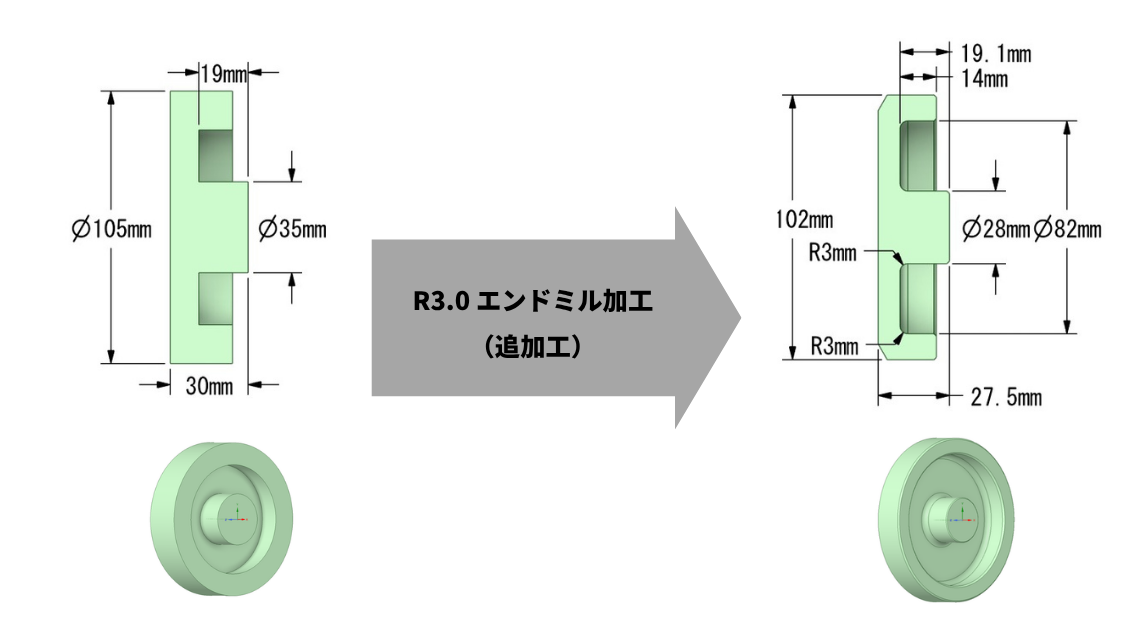
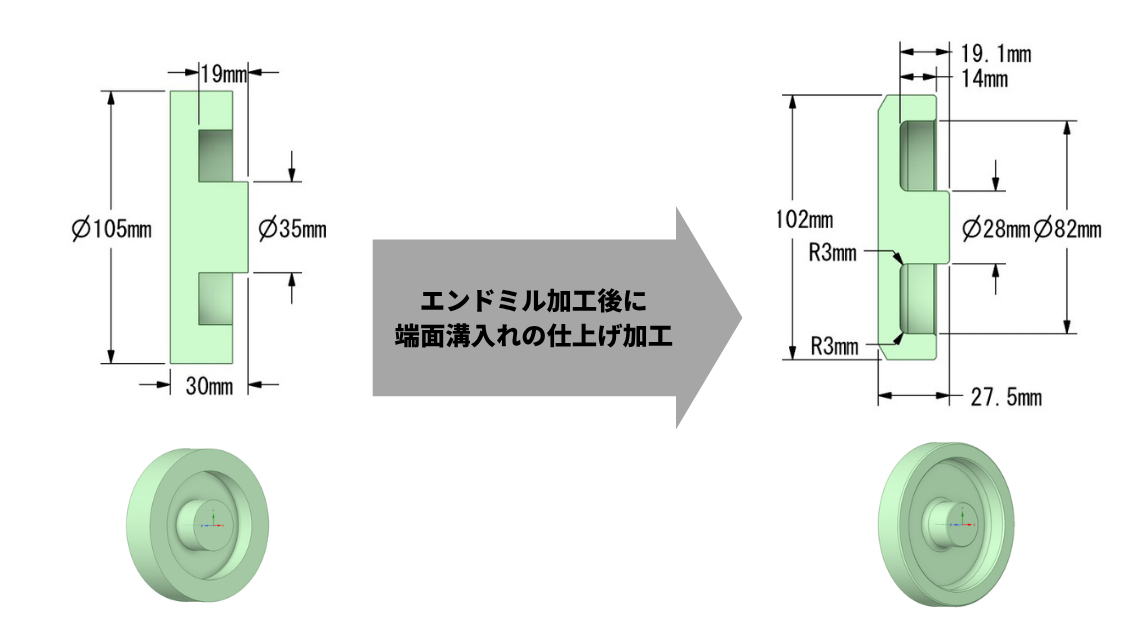
エンドミル加工(R加工)+端面溝入れ加工(仕上げ) |
| ワーク材質 |
SUS304 |
| 切削油 |
水溶性 |
| 機械 |
複合加工機 |
| 現状工具 |
他社製ハイスエンドミル+他社製超硬エンドミル |
| 課題 |
加工時間、ビビり |
従来はNC旋盤でワークの正面・背面をそれぞれ加工していたため、掴み替えを伴う2工程での加工が必要でした。生産性向上を目指し、複合加工機によるワンチャッキング加工へ工程集約を図りましたが、新たな課題が発生しました。
荒加工を超硬エンドミルで行うとチッピングが発生し、工具寿命が安定しません。そこでハイスエンドミルを用いた荒加工工程を追加したものの、切削条件を高く設定できず加工時間が増加。さらにハイスから超硬へのツールチェンジも必要となり、工程集約によるメリットを十分に活かせない状況となっていました。
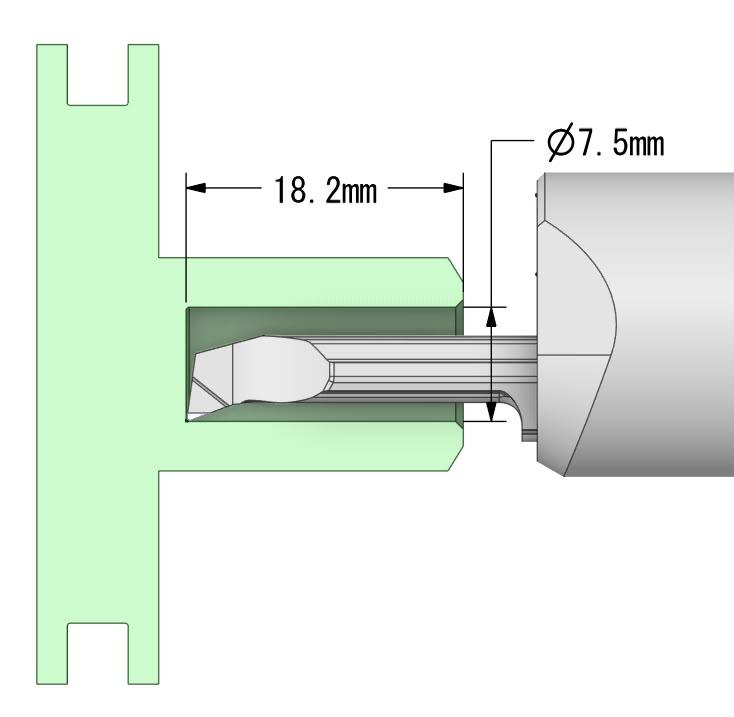
今回の加工には、チタン加工用の超硬エンドミル(DSRV.4.160.300.20 IG3I)をベースに、R3.0を追加した特別仕様の工具を採用しました。
工具の選定にあたっては、ドイツ本社の技術スタッフと加工条件やワーク形状を詳細に検討。JIMTOF会場で対面にて打ち合わせも行い、最適な工具仕様を決定しました。
エンドミルカタログはこちら
↑使用済み チタン用エンドミル(標準品 DSRV.4.160.300.20 IG3I)
↑ステンレス用エンドミル(特殊品)
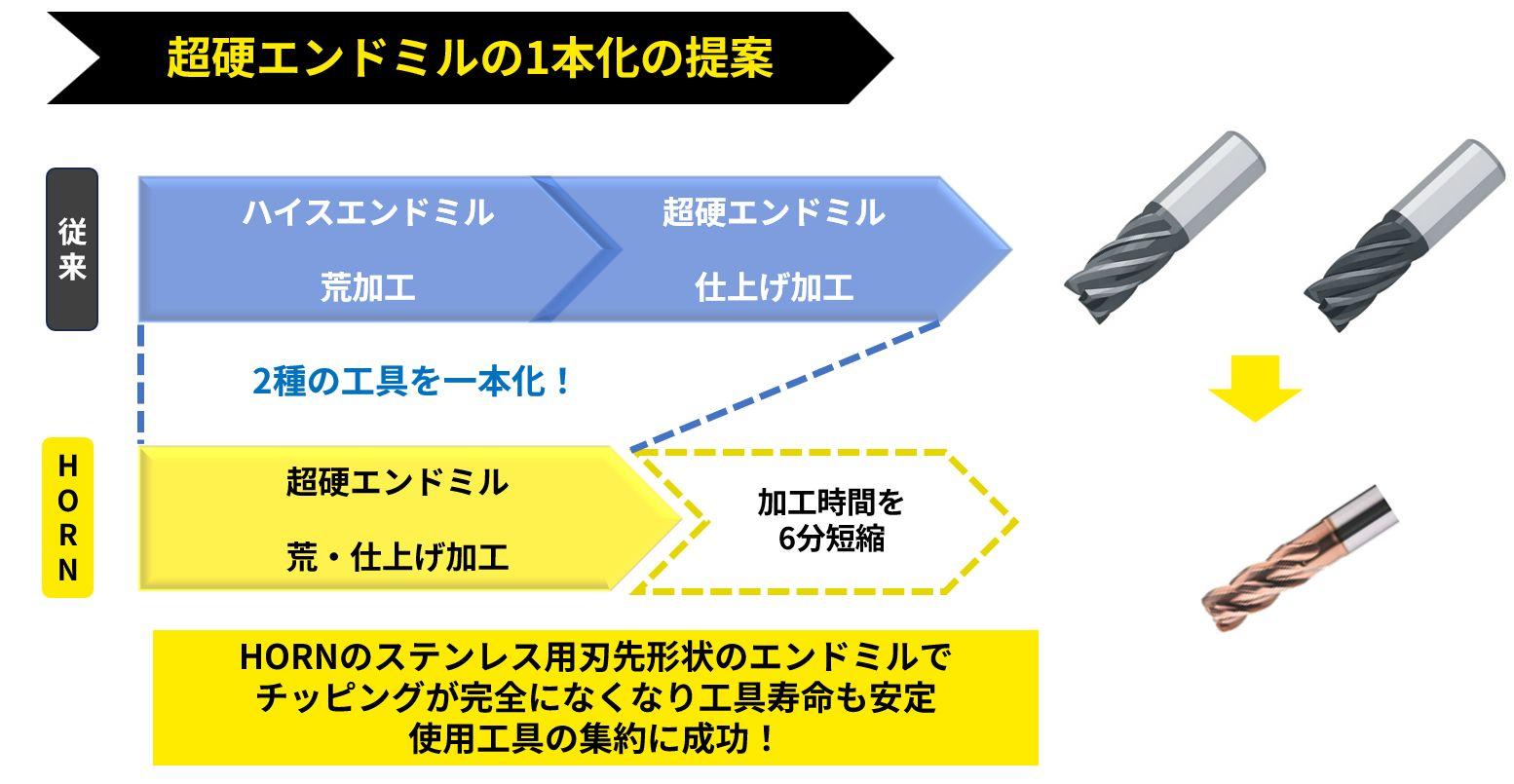
その結果、従来は超硬エンドミルとハイスエンドミルの2本で行っていた加工を、HORN超硬エンドミル1本に集約することができました。ツールチェンジが1回で済むようになり、段取り時間を削減できるだけでなく、切削条件も向上し、加工時間を6分短縮することに成功しました。
さらに、従来品では20個程度でチッピングが発生することもありましたが、HORN工具では工具寿命が約10倍に向上。加工の安定性、生産性、工具寿命のすべてを大幅に改善し、お客様の課題解決につながる結果となりました。
成功事例③ SUS 端面溝入れ加工 突出し長さ改善+加工時間60%短縮
工程集約を目的に、NC旋盤で使用していた端面溝入れ工具を複合加工機へ転用しました。しかし、複合加工機では工具の突出しが長くなるため剛性が不足し、ビビりが発生。安定した加工を維持するためには切削条件を下げざるを得ず、加工時間が長くなってしまいました。
その結果、工程集約には成功したものの、加工能率の低下によってトータルの生産性改善にはつながらず、新たな改善策が求められていました。
そこで提案したのが、HORNのモジュラー式溝入れ工具です。溝入れ工具を得意とするHORN独自の高剛性クランプ機構と、モジュラー構造を組み合わせることで、工具の突出し長さを大幅に短縮。工具剛性を高め、複合加工機でも安定した高能率加工を実現しました。
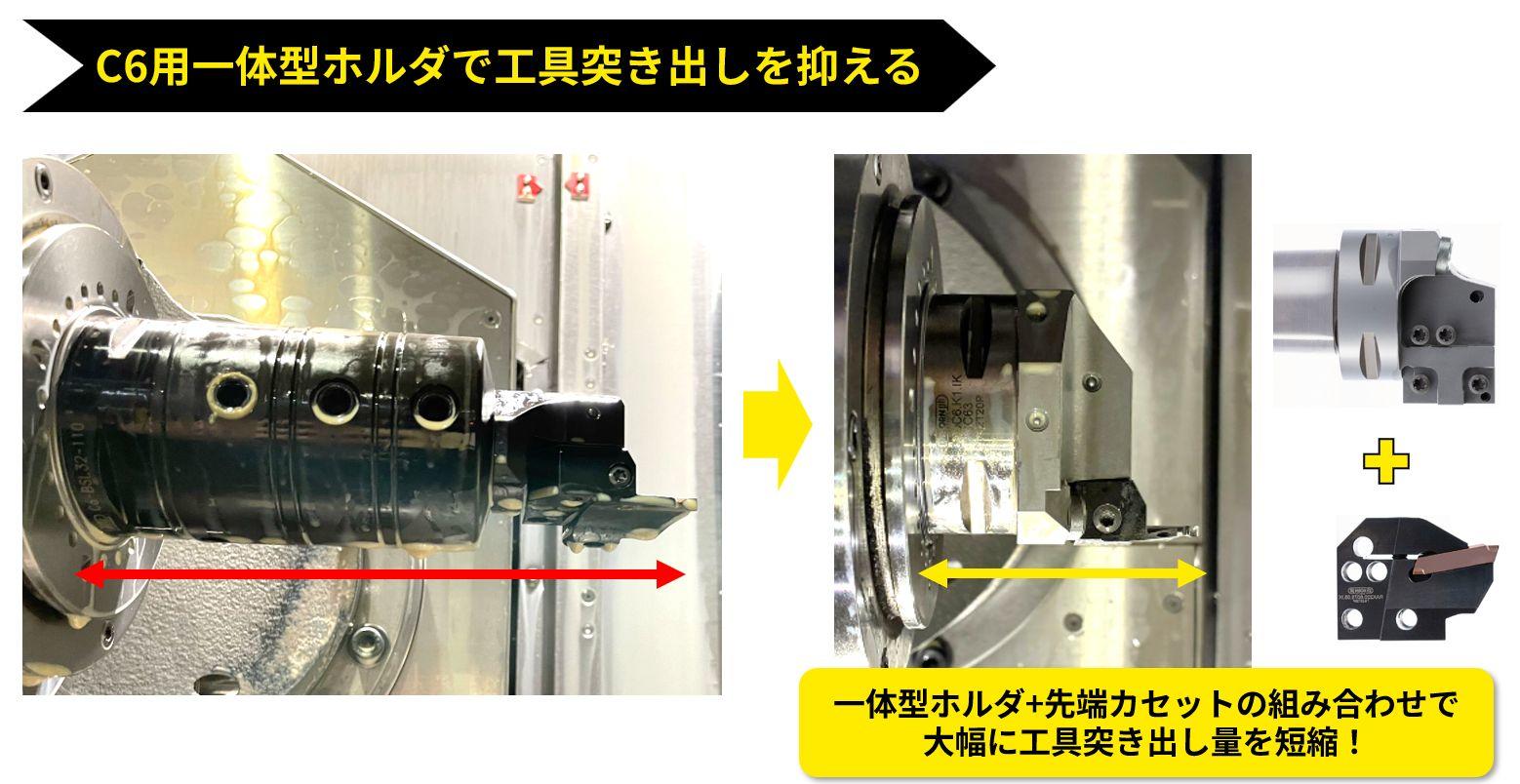
突出し長さを1/3に短縮することができました!
このようなモジュラー式はポリゴンテーパーシャンク C3、C4、C5、C6、C8およびHSKT63、HSKT100のラインナップがあります。モジュラーホルダーカタログはこちら
NC旋盤から複合加工機へ変更した兼ね合いで、ターレット用角シャンクを、アダプターを用いてミル軸で使用していたが、ビビりが発生。
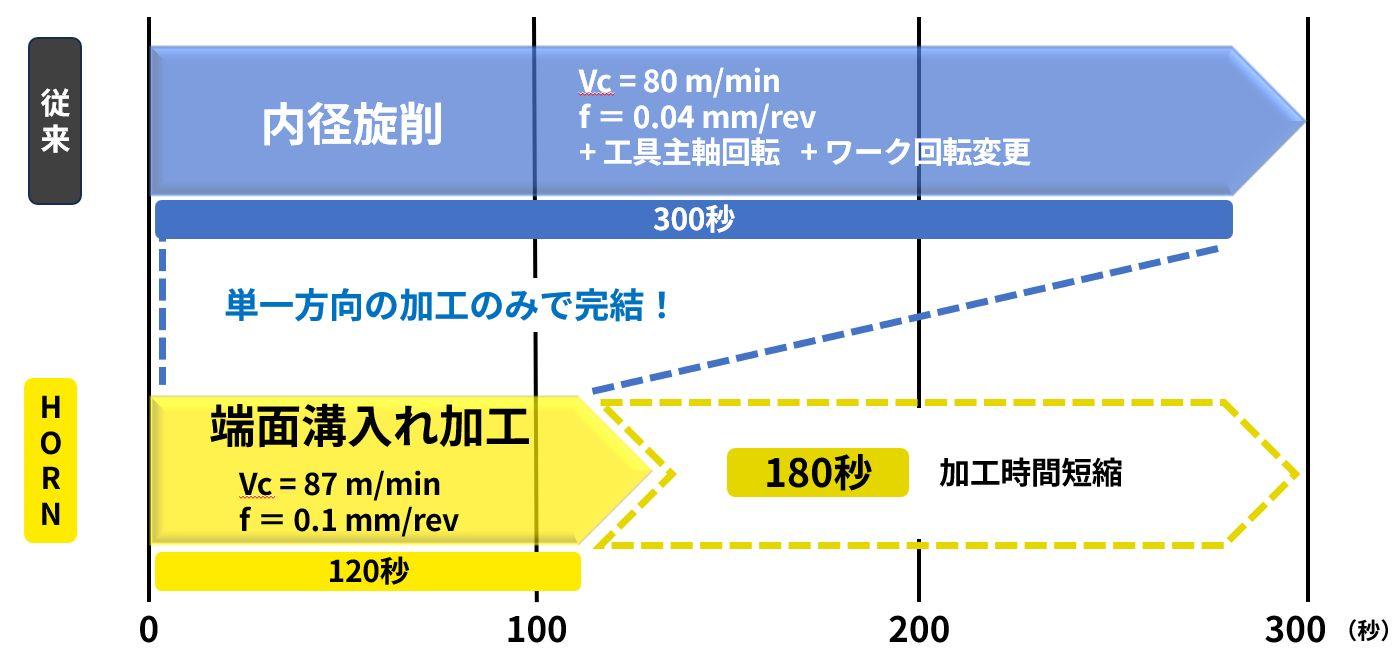
そこで、他社の端面溝入れ工具を、内径旋削用のISO工具に変えて、加工負荷を軽減し、仕上がり面は改善されたが、内径旋削工具で端面溝を加工するため、
工具主軸およびワークの回転方向を正転・逆転へ切り替えながら加工を行っていた。そのため、回転切替に伴う時間がサイクルタイムのロスとなっていました。
HORNの溝入れ工具では、単一方向の回転だけで加工が完結するため、回転切替が不要となりサイクルタイムを短縮。さらに、高剛性によって切削条件も向上し、加工時間を3分短縮することができました。
成功事例まとめ
ステンレス材 複合加工機で工程集約をした場合の、トータルでのメリットを教えてください。
従来のNC旋盤加工では、ワーク加工時間40分に加え、ワークの掴み替えや段取り時間が必要でした。その後、複合加工機への工程集約により加工時間は24分まで短縮できたものの、ネック工程では加工精度が安定しないという課題が残っていました。
そこでHORNの工具を採用し、工具剛性や加工条件を最適化したことで、安定した高能率加工を実現。その結果、ワーク加工時間は15分まで短縮し、不良品の発生も大幅に低減しました。さらに、段取り作業も大幅に簡素化され、複合加工機による工程集約のメリットを最大限に引き出すことができました。
優レポ まとめ
「エコって儲からない」と思っていませんか?
今回の改善事例では、単に複合加工機へ工程集約するだけでなく、HORNの最適な工具を組み合わせることで、工程集約のメリットを最大限に引き出しました。加工時間の短縮、工具寿命の向上、不良率の低減、段取り作業の削減を実現し、生産性を大幅に向上させています。
サイクルタイムが短くなれば、設備の稼働時間が減り、消費電力を削減できます。さらに、工具交換回数や不良品の削減は、工具消費や材料ロスの低減にもつながります。つまり、工程集約・高能率加工・工具長寿命化は、「利益の向上」と「環境負荷の低減」を同時に実現できる改善活動なのです。
HORNは、加工改善を通じて製造コストの削減と環境負荷の低減を両立し、お客様の持続可能なものづくりをサポートします。
ご質問やお問合せは
こちら をご確認ください。
最後までお読みいただき、ありがとうございました。
次回の配信もどうぞ楽しみにお待ちください!
 株式会社IZUSHI 中部支店/刈谷テクニカルセンター
株式会社IZUSHI 中部支店/刈谷テクニカルセンター
TEL:0566-62-8075
MAIL:horn@ztec-izushi.co.jp